
11.07.2025
PS zur Folge 2 von Q-rz erklärt…
Aktion System DG, Modulares Wechselkopf-Frässystem.
Mehr SchliessenJetzt starten und gezielt profitieren!
Die Aktion ist gültig bis 30. September 2025.
Alle Informationen im Video:



Aktion System DG, Modulares Wechselkopf-Frässystem.
Mehr SchliessenJetzt starten und gezielt profitieren!
Die Aktion ist gültig bis 30. September 2025.
Alle Informationen im Video:

Folge 2: Videoserie „Q-rz erklärt“ mit Christoph Keller. Alles rund um die kubische Bearbeitung!
Mehr Schliessen„Q-Rz erklärt“ bringt frischen Wind und wertvolles Know-how in die Welt der Zerspanung.
Der Name setzt sich aus den Grundlagen der Zerspanung zusammen: Q (Zerspanungsvolumen) und Rz (Rautiefe).
Heute: Folge 2, Der alte Fräser ist kaputt?
Modulares Frässystem DG von unserem Partner HORN.

TECHNOLUTION! Wenn Technologie auf Evolution trifft
Mehr SchliessenDie Zerspanung unterliegt einem ständigen Wandel und bringt stets neue Herausforderungen.
Die Firma Horn versteht es, bewährte und funktionierende Lösungen weiterzuentwickeln und für die Anforderungen der Zukunft zur optimieren.
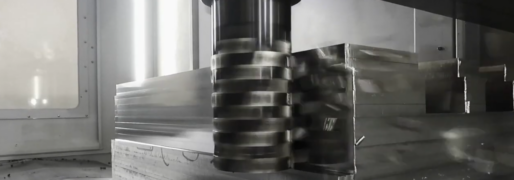
Das bereits bewährte DG-System wurde überarbeitet und technologisch auf den neuesten Stand gebracht.
«Mit den Herausforderungen von morgen, befassen wir uns schon heute»
HORN präsentiert das modulare Wechselkopf-Frässystem DG als wirtschaftliche und ressourcenschonende Werkzeuglösung.
Optimierte Schnittstellen sorgen für hohe Präzision, reduzierte Rüstzeit und niedrigere Kosten.
Die modulare Bauweise ermöglicht ein schnelles Wechseln und kundenspezifische Lösungen.
Jetzt starten und gezielt profitieren!
Nur für unsere Kunden: Beim Kauf von 5 Schneidköpfen erhalten Sie einen hochwertigen Halter nach Wahl (Standardprogramm) – inklusive passendem Einsatz für den Drehmomentschlüssel.
Die Aktion ist gültig bis zum 30. September 2025.

Video: Qrz erklärt
Folge 2: System DG Modulares Wechselkopf-Frässystem

Sachbearbeiter Auftragsmanagement & Administration (m/w/d) 100 %
Mehr SchliessenZur Stärkung unseres Teams suchen wir eine verantwortungsbewusste und engagierte Persönlichkeit als
Sachbearbeiter Auftragsmanagement & Administration (m/w/d) 100 %


Auch als Set mit drei unterschiedlichen Spannelementen erhältlich.
Mehr Schliessen
Die Paul Horn GmbH bietet das bewährte Haltersystem mit stirnseitiger Klemmung seinen Anwendern nun auch als Set. Horn reagiert damit auf Kundenanfragen, welche unterschiedliche Höhen des Werkzeugsystems Supermini im Einsatz haben. Die Spannung erfolgt bei dieser Haltervariante nicht über die Mantelfläche der Schneidplatte, sondern über einen stirnseitigen Spannkeil. Dies bewirkt eine höhere Halterkraft der Schneidplatte und damit eine hohe Steifigkeit des Gesamtsystems. Des Weiteren erhöht sich durch die Spannung die Wiederholgenauigkeit beim
Schneidplattenwechsel und die bessere Ausnutzung des verfügbaren Bauraums durch die stirnseitige Bedienung. Dies stellt sich beim Einsatz auf Langdrehmaschinen als grosser Vorteil heraus, da der Anwender den Schneideinsatz wechseln kann, ohne den Werkzeughalter auszubauen.
Das Halter-Set besteht aus einem Rundschaftklemmhalter und drei unterschiedlichen Spannelementen. Die Spannelemente eignen sich für die Spannung sämtlicher Schneideinsätze des Das bewährte Haltersystem Supermini mit strinseitiger Klemmung.“
Supermini-Systems 105. Der Kunde kann bei der Bestellung den gewünschten Durchmesser des Rundschaftklemmhalters wählen.
Diesen bietet Horn in den Durchmessern 10 mm, 12 mm, 16 mm, 20 mm, 22 mm, 25 mm und 28 mm. Zoll-Abmessungen sind in den Durchmessern 1/2“, 5/8“, 3/4“ und 1“ erhältlich. Alle Sets sind lagerhaltig verfügbar.
Zur Stärkung unseres Teams suchen wir eine verantwortungsbewusste und engagierte Persönlichkeit als
Techn. Verkaufsberater im Innendienst (m/w) 100 %


Besuchen Sie uns auf unserem Stand B13!
Mehr SchliessenUnter dem Motto „Innovant“ präsentieren wir am Stand B13 ein sorgfältig kuratiertes Portfolio an High-End-Werkzeugen und -Lösungen für die Uhrenindustrie.
Mit im Gepäck: ausgewählte Partnerfirmen, die für höchste Qualität und technologische Innovation stehen – darunter Horn, Zecha, DTS, WhizCut, Schlenker und Haimer. Gemeinsam zeigen wir neueste Entwicklungen und präzise Werkzeugsysteme, die speziell auf die Anforderungen der Uhrenfertigung und Mikromechanik zugeschnitten sind.
Ein besonderes Highlight erwartet die Besucher am Donnerstag, 5. Juni 2025 um 15:30 Uhr: Zusammen mit den Firmen Crevoisier und Gabus laden wir sie auf dem Stand C73 von Crevoisier zu einer interessanten Präsentation ein. Im Zentrum steht die Zerspanung von harten Materialien wie z.B. einer Uhrenschale aus Keramik mit hocheffizienten Fräswerkzeugen „Marlin“ von Zecha.Die neue Schneidgeometrie kombiniert mit einer innovativen Schneidkantenbearbeitung garantiert einen effizienten und präzisen Herstellungsprozess. Anmeldung für den Event
Kommen Sie vorbei, um in einer entspannten Atmosphäre „Innovation“ live zu erleben
Besuchen Sie uns auf dem Stand B13 – wir freuen uns auf den Austausch mit Ihnen!
Kostenloses Ticket (EPHJ) erhalten Sie HIER

TECHNOLUTION! Wenn Technologie auf Evolution trifft
Mehr SchliessenWas ist die Neuheit?
Die zentrale Innovation liegt in der gesinterten Spanformgeometrie, die direkt beim Hartmetallpressvorgang eingebracht wird – ohne aufwändiges Lasern oder Schleifen. Diese Geometrie sorgt für einen definierten Spanbruch, selbst bei kleinen Zustellungen und schwer zerspanbaren Materialien. Die neue Schneidenform greift bis tief in den Eckenradius und garantiert kontrollierte Spanabfuhr bei minimalen Eingriffswerten.
Technische Daten
Die Herausforderung / Motivation → Die Lösung
Herausforderung:
Bei der Innenbearbeitung kleiner Bohrungen entstehen häufig lange, bandartige Späne – insbesondere bei zähen Werkstoffen. Diese können das Werkzeug umwickeln, Bohrungen verstopfen oder zu Werkzeugbruch führen.
Lösung:
Eine neue durch Horn entwickelte gesinterte Geometrie, die den Spanfluss gezielt steuert. Die Spanformung erfolgt effizient und ohne nachträgliche Bearbeitung der Schneide. Das Resultat: keine Spanverwicklungen, gesteigerte Prozesssicherheit, reduzierte Maschinenstillstände.

Die Zerspanung unterliegt einem ständigen Wandel und bringt stets neue Herausforderungen.
Die Firma Horn versteht es, bewährte und funktionierende Lösungen weiterzuentwickeln und für die Anforderungen der Zukunft zur optimieren.
So wurde zum Beispiel der neue Supermini mit Spanbruchgeometrie entwickelt, welcher eine mannlose und prozesssichere Produktion ermöglicht.
Diese Innovation reagiert auf die Herausforderungen, die durch den vermehrten Einsatz von bleifreien und langspanenden Materialien entstehen, welche eine störungsfreie Fertigung erschweren.
«Mit den Herausforderungen von morgen, befassen wir uns schon heute»
Alles rund um die kubische Bearbeitung!
Mehr SchliessenUnsere neue Videoserie „Q-rz erklärt“ mit Christoph Keller startet jetzt!
Folge 1
Was ist „kurz“ erklärt? Und kennt Ihr die Fräserlinie von HORN?
„Q-Rz erklärt“ bringt frischen Wind und wertvolles Know-how in die Welt der Zerspanung.
Der Name setzt sich aus den Grundlagen der Zerspanung zusammen: Q (Zerspanungsvolumen) und Rz (Rautiefe).
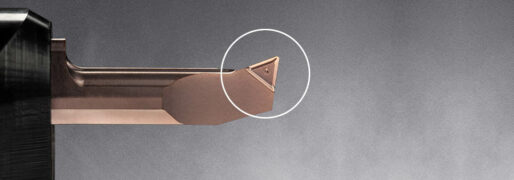
Der neue Massstab bei der Spankontrolle
Mehr SchliessenEine der grössten Herausforderungen bei der Innenbearbeitung sind lange Späne. Sie wickeln sich um das Werkzeug, verstopfen Bohrungen oder führen im schlechtesten Fall zum Werkzeugbruch. Hier kann eine Spanformgeometrie Abhilfe schaffen. HORN hat es mit dem neuen Supermini des Typs 105 geschafft, ein universelles Ausdrehwerkzeug mit gesinterter Spanformgeometrie zu entwickeln. Das Werkzeug bietet im Einsatz eine hohe Prozesssicherheit durch die gute Spankontrolle.

Dominik Läng-Dreher sucht sein DIHAWAG Osternestli… Ob er es findet?
Folge 38
Und er zeigt, wie einfach man sich für die Horn Technologietage anmeldet.
Videoserie Dominik Läng-Dreher, Folge 37
Mehr SchliessenFolge 37 mit dem Thema: Wenn Gutes noch besser wird.
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Videoserie Dominik Läng-Dreher, Folge 36
Mehr SchliessenFolge 36 mit dem Thema: 2. Lösung: Schnellwechsellösung auf einer ER Schnittstelle
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.

In der neusten Ausgabe finden Sie unter anderem folgende, interessante Themen:
Mehr Schliessen

Videoserie Dominik Läng-Dreher, Folge 35
Mehr SchliessenFolge 35 mit dem Thema: Schnellwechsellösung auf einer ER Schnittstelle
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.

Es sind sicher auch Werkzeuge für Ihre Werkstoffe dabei.
Mehr Schliessen
Sehen Sie hier, welche Möglichkeiten Sie mit den MiniTools ab Bohrungs D 1.0 mm haben. Alle Werkzeuge sind mit CBN, PKD, CVD-D oder UltraDiamant Bestückung erhältlich.
Bearbeitung von Hartmetall G30 (15% Kobalt), Wälzlagerstahl 1.3505 und Kaltarbeitsstahl 1.279
Hartfräsen von gehärtetem Stahl 1.2379 (58 – 60 HRC) auf einer Röders RX 501 DSC – 5-Achs-Fräsmaschine mit den neuen CBN-Solid-Fräser, CBN-Bohrer und CBN-Reibahlen.
Bearbeitung von gehärtetem Stahl 1.2379 (58 – 60 HRC)
Bearbeitung von gesinterter Keramik (Zirkoniumoxid) mit einer Härte von 1300HV. Auf der hochpräzisen Benzinger DOLittle wurden folgende Arbeitsschritte durchgeführt: Überdrehen, Stechen, Fasen, Planfräsen und Bohren.
Bearbeitung von gesintertem Zirkoniumoxid

Jetzt kostenloses Ticket sichern mit dem Code 5050454493:
Highlight: Der HAIMER Toolroom live vor Ort
Ein besonderes Highlight an unserem Stand ist der HAIMER Toolroom, den wir Ihnen in voller Funktionalität präsentieren. Lassen Sie sich von den vielseitigen Lösungen des Marktführers für Werkzeugspanntechnik und -management begeistern und erleben Sie live, wie Innovation und Technologie perfekt zusammenspielen. Ob Werkzeugvoreinstellung, Schrumpftechnologie oder
digitale Vernetzung – entdecken Sie, wie der HAIMER Toolroom Ihre Produktion auf ein neues Level hebt.
Vielfalt trifft Expertise – Unsere weiteren Partner
Neben HAIMER zeigen wir auch innovative Produkte und Lösungen unserer weiteren renommierten Partner:
• Horn: Präzisionswerkzeuge zum Stechen, Drehen, Fräsen und Bohren
• Zecha: Werkzeuge für die Mikromechanik und den Werkzeug- und Formenbau
• DTS: Diamantwerkzeuge mit ultraharten Schneidstoffen
• EWS: Angetriebene und statische Werkzeugsysteme für Dreh- und Fräsmaschinen
• Allied Machine: Effiziente Bohrlösungen mit austauschbaren Bohreinsätzen
• Schlenker: Hochpräzise Spannwerkzeuge für Langdreher, Mehrspindler und Rundtakter
• hemo: Erstklassige Werkstückspannsysteme für maximale Flexibilität und Präzision
• Avantec: Hochpositive Fräswerkzeuge für maximales Zerspanvolumen „Q“
Nutzen Sie die Gelegenheit, unser Team persönlich kennenzulernen und sich individuell beraten zu lassen. Wir freuen uns darauf, Ihre Fragen zu beantworten und Ihnen aufzuzeigen, wie unsere Lösungen Ihnen helfen können, Ihre Fertigungsziele schneller und effizienter zu erreichen.
Besuchen Sie uns!
Reservieren Sie sich Ihren Besuch bei uns in Halle 2, Stand E01,
und erleben Sie Präzision, Qualität und Innovation aus erster Hand.
Wir freuen uns auf Sie!

Horn bietet komplette Werkzeuglösungen für die Anwender.
Mehr Schliessen
Aussendurchmesser von 0.1 mm, Einstiche von 0.5 mm und Vorschübe von 5 μm – willkommen in der Welt der Mikrozerspanung! Schrauben für Hörgeräte, Wuchtgewichte für die automatische Armbanduhr oder Kleinstdrehteile für medizinische Baugruppen. Zum Herstellen solcher Teile benötigt man Knowhow, präzise Maschinen und spezielle Werkzeuge. Bei Spantiefen von bis zu 0,01 mm stellen die Anwender sehr hohe Anforderungen an die eingesetzten Werkzeuge. Darunter zählen glänzende Oberflächen und eine hohe Masshaltigkeit der Bauteile durch geringen Schnittdruck. Horn hat mit dem μ-Finish-System für die Mikrozerspanung sowie mit weiteren Werkzeugsystemen und
Fertigungsprozessen für Langdrehmaschinen passende Lösungen entwickelt.
Die Anforderungen an die Werkzeuge zur Mikrozerspanung mit Langdrehmaschinen sind hoch. Durch die zum Teil sehr geringen Spantiefen müssen die Schneiden sehr scharf sein, um den Schnittdruck so niedrig wie möglich zu halten. Durch die schleifscharfen Schneidkanten steigt jedoch die Gefahr von Mikroausbrüchen. Schon ein kleiner Ausbruch im Bereich von wenigen μm an der Schneidkante wirkt sich negativ auf die bearbeitete Oberfläche des Werkstücks aus. Des Weiteren spielt die Oberflächengüte der Spanfläche eine entscheidende Rolle. Um Aufbauschneiden entgegenzuwirken, muss die Spanfläche gute Gleiteigenschaften vorweisen. Aus diesem Grund ist sie feinstgeschliffen oder poliert.
Wechselgenauigkeit von 2.5 μm
Das Klemmen der Schneidplatten ist ein weiterer wichtiger Punkt bei der Werkzeugauslegung. Bei der Bearbeitung von Drehteilen mit kleinen Durchmessern muss die Spitzenhöhe des Werkzeugs exakt vermessen sein. Schon kleinste Abweichungen in der Spitzenhöhe wirken sich beim Bearbeiten von kleinsten Durchmessern negativ auf die Qualität des Werkstücks aus. Im besten Fall sollte der Maschinenbediener die Wendeschneidplatte drehen können, ohne die Spitzenhöhe neu einstellen zu müssen. HORN bietet mit dem μ-Finish-System Wechselgenauigkeiten von +/- 0,0025 mm beim Drehen der zweischneidigen Platte. Dies ermöglicht der präzise Umfangsschliff der Schneidplatte in Verbindung mit dem stabilen Plattensitz. Darüber hinaus sind die Anlageflächen des Quadratschaft-Werkzeughalters ebenfalls geschliffen, was sich auf die ganzheitliche Präzision des Horn-Systems auswirkt.
Der Schliff einer scharfen und makellosen Werkzeugschneide erfordert viel Knowhow. Schleifscheiben mit feinsten Körnungen, spezielle neue Schleiftechniken und ein Mikroskop mit 400-facher Vergrösserung sind nötig, damit das Werkzeug im späteren Einsatz die geforderte Leistung bringt. Dabei unterliegt jede gefertigte Charge des μ-Finish-Systems einer 100-Prozent-Kontrolle. Wichtige Kriterien der Qualitätssicherung sind die eng tolerierte hohe Oberflächengüte der Span- und Freiflächen, die Spitzenhöhe und insbesondere die Schartigkeit der Schneidkante. Hierbei gilt: Optisch erkennbare Unregelmässigkeiten an der Schneidkante sind bei dem μ-Finish-System schon ausserhalb der
Toleranz.
BREITES WISSEN
Das Knowhow von Horn bezieht sich nicht nur auf die Schneidwerkzeuge. Der Werkzeughersteller unterstützt seine Kunden und Partner auch mit dem Wissen um die korrekte Anwendung und die Entwicklung neuer Werkzeugsysteme und Fertigungsprozesse für Langdrehoperationen. Dazu zählen beispielsweise Kompetenzen bei angetriebenen Aggregaten, Werkzeughalter für die Rückseitenbearbeitung und ganze Werkzeugkammlösungen.

Das System S274 mit feinstgeschliffenen Schneiden ermöglicht die präzise Bearbeitung von Kleinstdrehteilen.

DIHAWAG TOOLS steht für Innovation, Präzision und Qualität – mit über 45 Jahren Erfahrung. Wir begleiten Sie von der Konzeption bis zur Lieferung Ihres individuellen VHM-Fräs-, -Bohr- oder -Formwerkzeugs.
Unser Angebot:
Durchmesser von 1 – 40 mm (ab Ø 0.4 mm bei Serien), Werkzeuglängen bis 10x Ø, Mindestbestellmenge ab 2 Stück.

Download Flyer Sonderwerkzeuge

Download Anfrageformular VHM Bohrer

Download Anfrageformular VHM Fräser
Videoserie Dominik Läng-Dreher, Folge 34
Mehr SchliessenVideoserie Dominik Läng – Dreher
Folge 34 mit dem Thema: Scheibenfräser oder Kreissäge auf der Drehmaschine wechseln! Was für eine sch…öne Arbeit.
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.

Erleben Sie vom 14. –16. Mai 2025 in Tübingen die Zukunft der Zerspanungstechnik. Jetzt anmelden!
Mehr SchliessenHighlights der Veranstaltung:
Wir freuen uns darauf, gemeinsam mit Ihnen nach Tübingen zu reisen, um die Horn Technologietage zu erleben – weitere Informationen und das Anmeldeformular finden Sie hier:


Lachen garantiert! Hier die lustigsten Outtakes vom Dreh mit Dominik Läng an – Pannen, Versprecher und jede Menge gute Laune hinter den Kulissen.
Ab Januar 2025 gibt’s endlich neue Folgen!
Jetzt reinschauen und mitlachen!

Das Jahr neigt sich dem Ende zu, und es ist Zeit, innezuhalten und das vergangene Jahr Revue passieren zu lassen. In einer Zeit, die oft von Hektik und Veränderungen geprägt ist, schätzen wir umso mehr die Beständigkeit und das Vertrauen, das Sie uns entgegengebracht haben.
Wir möchten uns herzlich bei Ihnen für die angenehme Zusammenarbeit und das entgegengebrachte Vertrauen bedanken. Mögen die kommenden Feiertage Ihnen Erholung, Frieden und schöne Momente bringen.
Für das neue Jahr wünschen wir Ihnen Gesundheit, Glück und viel Erfolg.
Ihr DIHAWAG Team

Tipps und Tricks in Sachen Graphit- und Kupferbearbeitung auf die Probe gestellt. Verfolgen Sie die Umsetzung live an der Maschine!
Mehr SchliessenWann? 21. Januar 2025, 08:30 h – ca. 16:00 h
Wo? GF Machining Solutions – Headquarters. Roger-Federer-Allee 7 , 2504 Biel/SCHWEIZ
Praxisbezogene Beispiele der Elektrodenherstellung in Graphit und Kupfer!
Der GRAPHIT, KUPFER & EDM WORKSHOP richtet sich an: Programmierer, Konstrukteure und Fräs-/Erodieranwender aus dem Werkzeug- und Formenbau.
Themen
Basics, Tipps & Tricks
Elektrodenwerkstoffe Graphit und Kupfer
Zustellungen, Rautiefen und Oberflächenergebnisse
Patentierte Werkzeuge, die SEAGULL Serie von ZECHA, mit Schrupp- und Schlichtgeometrien
Live-Bearbeitung
Neue Programmiersoftware, FORM eCAM von GF, beim Erodieren
Anmeldeschluss: 15. Januar 2025
Wichtig:
Dieser Workshop bietet die identischen Inhalte wie der Kurs vom Januar 2024. Wir bitten daher Teilnehmer:innen des letztjährigen Seminars, sich nicht nochmals anzumelden, da keine neuen Inhalte vermittelt werden.
Bei Fragen zum GRAPHIT, KUPFER & EDM WORKSHOP steht Ihnen Christoph Keller zur Verfügung oder Sie wenden sich an Ihre DIHAWAG, GF oder ZECHA Ansprechperson.
Das detaillierte Programm erhalten Sie bei der Anmeldung.
Wir freuen uns auf Sie.

SAVE THE DATE: 14. bis 16. Mai 2025 bei der Paul Horn GmbH in D-Tübingen.
Weitere Informationen und Einladung folgen.

«Jetzt erst recht!»
Die Stärken und Herausforderungen für den Werkplatz Schweiz stehen dieses Jahr im
Zentrum unserer Work Event Tage. Unsere gute Infrastruktur, die politische Stabilität, die sichere Energieversorgung und unser Bildungssystem mit gut ausgebildeten Fachkräften stehen für eine hohe Innovationskraft und technologische Reife. Diese bilden den Grundstein für den Erfolg Schweizer Unternehmen!
Jetzt erst recht präsentieren Ihnen die sieben Partnerunternehmen pfiffige und innovative Lösungen, wie sich Schweizer Unternehmen im internationalen Wettbewerb behaupten
können: Blaser Swisslube, DIHAWAG, Mitutoyo, Reimmann, Vischer & Bolli, Walter und
X-DATA.
FN Niederhauser ist dieses Jahr unser Gastaussteller, welcher Ihnen von einfachen Spannaufgaben bis hin zu kompletten Systemlösungen eine Palette von interessanten Produkten präsentieren wird.
Fokus der TECH NET Tage ist und bleibt die Umsetzung in der Praxis. Überzeugen Sie sich an einem der vier Eventtage in Mönchaltorf von der Vielzahl an neuen Möglichkeiten!
Die Veranstaltung richtet sich an Fachleute aus verschiedenen Bereichen von AVOR, Planung und Programmierung über Produktion und Qualitätsmanagement bis hin zu
Entscheidungsträgern.
Bitte reservieren Sie sich die Termine! Wir freuen uns auf Ihr Kommen!

Eine Ikone der Werkzeugtechnologie
„Das wird die Bohrungsbearbeitung revolutionieren“, dachte sich Paul Horn, als er den ersten Prototyp des Superminis genau begutachtete. Im Jahr 1989 erfolgte dann die Markteinführung des Systems Supermini und ist bis heute eines der erfolgreichsten Produkte der Paul Horn GmbH. In den letzten 35 Jahren hat das Werkzeugsystem zahlreiche Entwicklungsschritte durchlaufen und weltweit die Herausforderungen unterschiedlichster Zerspanungsaufgaben gelöst. Einen weiteren Meilenstein in der Geschichte des Superminis zeigt Horn jetzt mit einer gesinterten Spanformgeometrie für den Supermini Typ 105. „Mit viel Fleiß haben wir es geschafft, die Probleme mit langen Spänen bei der Innenbearbeitung von kleinen Bohrungsdurchmessern wirtschaftlich zu lösen“, so der Geschäftsführer Markus Horn.
Ausdrehen, Profildrehen, Inneneinstechen, Gewindedrehen, Fasen, Axialstechen, Bohren sowie Nutstossen. Das Werkzeugsystem Supermini lässt sich für zahlreiche Bearbeitungsoperationen anpassen und einsetzen. Zum Einsatz kommt die Vollhartmetall-Schneidplatte in der Bohrungsbearbeitung von Durchmesser 0,2 mm bis rund 10 mm. Horn entwickelte den Rohling des Werkzeugs als eine Tropfenform. Diese Form ermöglicht präzise und große Anlageflächen im Werkzeughalter, was eine höhere Steifigkeit des Gesamtsystems zur Folge hat. Des Weiteren verhindert die Tropfenform das Verdrehen der Schneidplatte, welches zu einer stets präzisen Lage der Spitzenhöhe des Werkzeugs führt. Bei langen Werkzeugauskragungen reduziert sie die Durchbiegungen und minimiert Vibrationen während des Drehprozesses. Je nach Einsatz und zu bearbeitendem Durchmesser bietet Horn die Schneidplatte in drei unterschiedlichen Größen (Typ 105, 109 und 110) und verschiedenen Rohlingstypen an. Alle Varianten ermöglichen eine interne Kühlmittelzufuhr direkt an die Wirkzone. Das Horn-Werkzeugportfolio enthält rund 2.500 verschiedene Standardvarianten des Supermini. Darüber hinaus löste Horn mit unzähligen Sonderlösungen die Aufgaben der Anwender.
Spanprobleme gelöst
Eine der größten Herausforderungen bei der Innenbearbeitung sind lange Späne. Hier spielt es keine Rolle, welche Qualität das eingesetzte Werkzeug hat. Die Bohrungsbearbeitung führt, je nach Werkstoff, oftmals zu langen Spänen. Sie wickeln sich um das Werkzeug, verstopfen Bohrungen oder führen im schlechtesten Fall zum Werkzeugbruch. Hier kann eine Spanformgeometrie Abhilfe schaffen. Sie leitet und formt den Span und bringt ihn zum Bruch. Bisher kamen hierzu speziell gelaserte oder geschliffene Spanformgeometrien zum Einsatz. Dies war jedoch mit einem entsprechenden Kostenfaktor der Schneidplatte verbunden. Horn hat es mit dem neuen Supermini des Typs 105 geschafft, ein universelles Ausdrehwerkzeug mit gesinterter Spanformgeometrie zu entwickeln. Das Werkzeug bietet im Einsatz eine hohe Prozesssicherheit durch die gute Spankontrolle. Die Schneidengeometrie reicht weit in den Eckenradius der Schneidplatte. Dies stellt die Spankontrolle auch bei kleinen Zustellungen sicher. Die Geometrie lässt sich universell für verschiedene Werkstoffgruppen einsetzen und eignet sich zum Innen-, Plan-, Kopier- und Rückwärtsdrehen.
Neben der Geometrie, optimierte Horn auch den Rohling der Schneidplatte mit einer höheren Steifigkeit und einem noch stabileren Schneidenbereich. Darüber hinaus wurde die Zuführung der Kühlung überarbeitet. Die neue Schneidplatte ist mit zahlreichen Klemmhaltern des Typs 105 kompatibel. Horn bietet die Schneidplatten in drei Längen (15,0 mm, 20,0 mm und 25,0 mm) und in den Sorten TH35 und IG35 als Standard an. Der Eckenradius beträgt 0,2 mm. Das Werkzeug eignet sich für den Einsatz ab einem Durchmesser von 6 mm. Das breite Einsatzgebiet der Schneidplatten spiegelt sich auch in der Wirtschaftlichkeit wider. Die Kosten des neuen Superminis liegen im ähnlichen Bereich wie die Standardschneidplatte ohne Geometrie.
Bei den Klemmhaltern kann der Anwender aus einer Vielzahl an unterschiedlichen Varianten die passende Lösung für seine Bearbeitung wählen. Hierzu zählen Rundschafthalter, Vierkanthalter, Schnittstellen-Klemmhalter sowie einstellbare Klemmhalter für unterschiedliche Maschinenhersteller. Bei der Klemmung der Schneidplatte bietet Horn vier verschiedene Lösungen. Die klassische Schraubenklemmung über eine Kugeldruckschraube, die Klemmung über ein Stirnspannelement sowie das Spannen über ein Abhebeelement. Für beengte Verhältnisse hat Horn darüber hinaus ein schlankes Spannsystem mit der Klemmung durch eine Überwurfmutter im Programm.

In der neusten Ausgabe finden Sie unter anderem folgende, interessante Themen:
Mehr Schliessen

Nicht nur seine Produkte sind ein Highlight, sondern auch der neue Katalog.
Mehr Schliessen
Unser Partner Schlenker Spannwerkzeuge ist spezialisiert auf die Fertigung von qualitativ hochwertigen Spannwerkzeugen. Nicht nur seine Produkte sind ein Highlight, sondern auch der neue Katalog. Neben dem gesamten Produktsortiment finden Sie dort auch spannende Infoseiten mit technischen Tipps und Tricks. Jetzt downloaden oder bei Ihrem DIHAWAG Ansprechpartner bestellen!


Willkommen auf unserem neuen Stand B13
Mehr SchliessenWir präsentieren Ihnen neue Werkzeuglösungen zur Bearbeitung von bleifreiem Messing, Gold, Platin und Hartkeramik.
Wir freuen uns auf Ihren Besuch an unserem neuen Stand B13!
Ihr DIHAWAG HORLOGERIE Team
Kostenloses Ticket erhalten Sie unter: Ticketshop

In der neusten Ausgabe finden Sie unter anderem folgende, interessante Themen:
Mehr Schliessen

mit unserem Partner DTS
Mehr SchliessenFolgende Arbeitsschritte sind in diesem Video zu sehen:
^
Gehärteter Stahl Hardinge: Hart- und Hartmetallzerspanung mit unserem Partner DTS.
Dominik Läng-Dreher Folge 33 / Siams Preview 4v4
Mehr SchliessenIn der letzten Folge unserer Siams Preview Serie bleibt es bis zum Schluss spannend!
Heute mit dem Thema: Werkstück- und Werkzeugspannung – Spannung bis zum Schluss!
Seid dabei, wenn der Funke überspringt und besucht uns auf der Messe. Halle 1.2 | Stand E8/F11
Tickets gibts übrigens hier: Ticket Siams

Wir wünschen all unseren geschätzten Kunden fröhliche Ostertage, gefüllt mit wunderbaren Momenten.
Bitte beachten Sie, dass wir am Dienstag, dem 2. April 2024, wieder für Sie da sind. Haben Sie bis dahin eine fantastische Zeit!

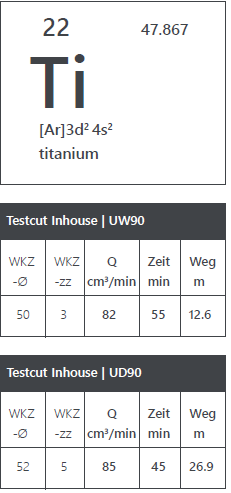
Der Kopierfräser von unserem Partner Avantec „High Feed Fräser UD90“ bieten die erforderliche Stabilität und Präzision für jede Bearbeitungsaufgab.

In einer sich ständig verändernden Welt ist es wichtig, den richtigen Zeitpunkt für neue Lösungen zu erkennen.
Die Anforderungen an Menschen und Maschinen steigen kontinuierlich, während der Fachkräftemangel und Margenzerfall dazu führen, dass Themen wie Automatisierung und die 24/7-Produk-
tion immer wichtiger werden.
Gleichzeitig wird die Herstellung von Werkstücken immer komplexer, insbesondere durch Verwendung von neuen Materialien wie bleifreies Messing, welche bestehende Zerspanungsprozesse
erschweren. Um diesen Herausforderungen zu begegnen, ist es entscheidend, neue Technologien mit bewährten Lösungen zu kombinieren und Innovationen zuzulassen.
Dazu präsentieren wir Ihnen an der SIAMS 2024 folgende Highlights:
Wir sind überzeugt. dass jetzt der richtige Zeitpunkt ist, um gemeinsam die Herausforderungen anzugehen und innovative Lösungen zu entwickeln.
Daher zögern Sie nicht und lassen Sie sich von unseren Vorschlägen vor Ort überzeugen (und geniessen dazu noch unsere feinen Pizzas).
Wir freuen uns, Sie an der SIAMS begrüssen zu dürfen. Halle 1.2 | Stand E8/F11
Jetzt
Kostenloses Ticket bestellen
Dominik Läng-Dreher Folge 32 / Siams Preview 3v4
Mehr SchliessenIn der dritten Siams Special Preview-Folge gehts um das Thema: Rennen gewinnt man beim Boxenstopp.
Seid dabei, wenn der Funke überspringt und besucht uns auf der Messe. Halle 1.2 | Stand E8/F11
Tickets gibts übrigens hier: Ticket Siams
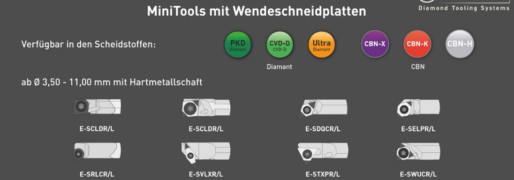
von unserem Partner DTS (Diamond Tooling Systems)
Mehr SchliessenMiniTools mit Wendeschneideplatten
Dominik Läng-Dreher Folge 31 / Siams Preview 2v4
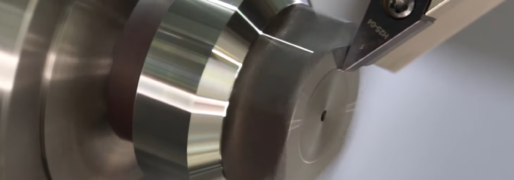
Mehr SchliessenIn unserer zweiten Siams Preview Folge dreht sich alles um das Thema „Harte Schale, weicher Schnitt“. Erfahrt, warum sich ein Besuch an der Siams lohnt, wenns um die Bearbeitung von hartspröde Materialien geht.
Seid Ihr immer noch bereit für neue Lösungen? Dann besucht uns auf der Messe, um mehr zu erfahren!
Siams Moutier
16..4.2024 – 19.4.2024
Halle 1.2 | Stand E8/F11
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Video: Key Application Heavy Duty Walzenstirnfraser CW90
Dominik Läng Dreher Folge 30 / Siams Preview 1v4
Mehr SchliessenErleben Sie in unserer ersten Siams Preview Folge einen Blick in die Zukunft!
Seid dabei, wenn der Funke überspringt und besucht uns auf der Messe, um diese bahnbrechenden Lösungen live zu erleben!
Siams Moutier
16..4.2024 – 19.4.2024
Halle 1.2 | Stand E8/F11
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.

Verzahnungsstossen, Verzahnungsfräsen und Wälzschälen.
Mehr SchliessenWelche Werkzeuglösung beim Verzahnen zum Einsatz kommt, hängt von verschiedenen Faktoren ab: Modulgrösse, Losgrössen und die vorhandene Maschinentechnologie sind die wesentlichen Faktoren, die über die zu wählende Fertigungstechnologie entscheiden. HORN hat für die unterschiedlichen Anwendungsfälle produktive Werkzeuglösungen entwickelt.
Je nach Prozess und Anwendungsfall kommen Horn-Standard- oder kundenspezifische Sonderwerkzeuge zum Einsatz. Beim Wälzschälen von Innen- und Aussenverzahnungen sind Modulgrößen bis zu Modul 8 realisierbar. Die Anwendung von Standardwerkzeugen beim Verzahnungsfräsen ermöglicht Grössen bis Modul 3. Beim Verzahnungsstossen von Innen- und Außenverzahnungen kann bis Modul 4 erreicht werden.
Kontaktieren Sie jetzt Ihren DIHAWAG Ansprechpartner und klicken das Video an, um noch mehr Einblicke zur erhalten!
Videoserie Dominik Läng-Dreher
Folge 29 mit dem Thema: Ein Halter für alle Fälle von unserem Partner HORN.
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.

Videoserie Dominik Läng-Dreher, Folge 28
Mehr SchliessenVideoserie Dominik Läng – Dreher
Folge 28 mit dem Thema: Was sind hochharte Schneiden? Und wo setzen wir sie ein?
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Mit diesen innovativen 3D-gelaserten Werkzeugen schaffen wir einen Perspektivwechsel im Bereich der Mikrowerkzeuge.
Mehr Schliessen
ZECHA – VERTRAUENSSACHE
Präzision im Blut: Ob Medizin- und Dentaltechnik, Uhrenindustrie, Automotive oder Werkzeug- und Formenbau – überall dort, wo jedes „μ“ zählt, kommt es auf zuverlässige, präzise und hochwertige Werkzeuglösungen an. Die ZECHA Hartmetall-Werkzeugfabrikation GmbH fertigt seit fast 60 Jahren Mikrozerspanungs-, Stanz- und Umformwerkzeuge für verschiedenste Anwendungsfälle und Materialien.
Die ausgeklügelten Werkzeuge im umfangreichen Portfolio punkten mit hervorragenden Oberflächengüten, engsten Toleranzen und hohen Standzeiten und erfüllen so die hohen
Qualitätsanforderungen.
ZECHA versteht sich nicht nur als reiner Werkzeughersteller: Durch die genaue und spezifische Analyse der gesamten Prozesskette erreicht ZECHA in der eigenen Fertigung oder auch – wenn es um das Bauteil auf der Maschine geht – beim Kunden bestmögliche Oberflächenqualitäten. Wichtig dabei ist die Bereitschaft, Details zu hinterfragen und bestehende Prozesse zu verändern, um diese zu optimieren.
Miniaturwerkzeuge, ausgefeilte Werkzeugkonturen und die Bearbeitung ultraharter Materialen lassen sich nicht kombinieren? Doch – Dank neuester Technologieverfahren und ausgefeilter Werkzeugexpertise startet ZECHA mit brandneuen 3D-gelaserten Werkzeugen der MARLIN-Familie in ein neues Zeitalter.
Bei den mehrschneidigen PKD-Fräsern – ebenfalls alle mit Kühlungssystemen – werden die Schneidengeometrien aus dem Voll-PKD gelasert. Die Serie 962P ist als Kugel- und
Torusfräser verfügbar und bietet eine maximale Performance. Beim Kugelfräser liegen die Abmessungen zwischen Ø 0.4 bis 1.0 mm und die Torusfräser sind mit Durchmessern von 0.5 mm, 1.0 mm und 2.0 mm erhältlich. Mit bis zu 42 Schneiden (bei Ø 6.0 mm) und aus dem vollen gelaserten Propellerdesign weist die Serie 966P eine verbesserte Spanabfuhr auf. Die PKD-Vielzahnwerkzeuge können in Abmessungen von Ø 2.0 mm bis 6.0 mm geliefert werden. Zusätzlich zu den PKD-Fräsern hat ZECHA noch einen PKD-Bohrer – Serie 971 – im Programm. Durch das optimierte Geometrie-Design können scharfe Kanten am Bauteil wie auch Passungen gebohrt werden. Die Abmessungen der
Bohrer liegen zwischen Ø 0.5 mm bis 2.0 mm.
Durch die Anwendung modernster Lasertechnologie bei der Herstellung dieser Werkzeuge sind komplexe Werkzeug-Geometrien mit mehreren Schneiden für die Mikrobearbeitung realisierbar. Deren Einsatzgebiete liegen bei der Bearbeitung von Hartmetall, Keramik und ultraharter Werkstoffe mit enormer Form- und Masshaltigkeit und hervorragenden
Oberflächenqualitäten. Mit diesen innovativen 3D-gelaserten Werkzeugen schaffen wir einen Perspektivwechsel im Bereich der Mikrowerkzeuge.
Die speziell entwickelte Vielzahnwerkzeuge mit geometrisch bestimmter Schneide setzen bei der Bearbeitung hochharter Materialien den nächsten Meilenstein in der Zerspanung. Hohe Wirtschaftlichkeit gebündelt mit Qualität und Vorschub eröffnen eine neue Welt und machen diverse 3D-Formen und -Geometrien für unterschiedlichste Anwendungsfälle
möglich – Ultrahartbearbeitung von Glas inklusive.
Die CVD-Fräser der Serie 960C zeichnen sich durch aufgelötete CVD-Blanks und eine integrierte Schaftkühlung aus. Die Kugelfräser (960C) sind mit kurzen zylindrischen Schneiden sowie einer stabilisierten Schneide über das Zentrum ausgestattet. Sie sind in den Abmessungen von Ø 1.5 bis 6.0 mm erhältlich.

Die Kamera rollt, die Szene ist perfekt vorbereitet, aber manchmal geht nicht alles nach Plan.
Mehr SchliessenDie Outtakes von „Dominik Läng-Dreher 2023“ zeigen, dass hinter den Kulissen genauso viel Spass und Humor herrschen wie vor der Kamera. Diese lustigen Momente sind das Herzstück einer jeden Produktion, und Dominik Läng-Dreher beweist, dass auch die besten Pannen zu einem unvergesslichen Filmerlebnis beitragen können. Lachen ist schliesslich die beste Medizin.
Tipps und Tricks in Sachen Graphit- und Kupferbearbeitung auf die Probe gestellt. Verfolgen Sie die Umsetzung live an der Maschine!
Mehr SchliessenWann? 25. Januar 2024, 08:30 h – ca. 16:00 h
Wo? GF Machining Solutions – Headquarters. Roger-Federer-Allee 7 , 2504 Biel/SCHWEIZ
Praxisbezogene Beispiele der Elektrodenherstellung in Graphit und Kupfer!
Der GRAPHIT, KUPFER & EDM WORKSHOP richtet sich an: Programmierer, Konstrukteure und Fräs-/Erodieranwender aus dem Werkzeug- und Formenbau.
Themen
Basics, Tipps & Tricks
Elektrodenwerkstoffe Graphit und Kupfer
Zustellungen, Rautiefen und Oberflächenergebnisse
Patentierte Werkzeuge, die SEAGULL Serie von ZECHA, mit Schrupp- und Schlichtgeometrien
Live-Bearbeitung
Neue Programmiersoftware, FORM eCAM von GF, beim Erodieren
Anmeldeschluss: 18. Januar 2024
Bei Fragen zum GRAPHIT, KUPFER & EDM WORKSHOP steht Ihnen Christoph Keller zur Verfügung oder Sie wenden sich an Ihre DIHAWAG, GF oder ZECHA Ansprechperson.
Das detaillierte Programm erhalten Sie bei der Anmeldung.
Wir freuen uns auf Sie.
Mit unserem Partner DTS
Mehr SchliessenCF/PEEK Uhrengehäuse: Drehen/Fräsen/Absaugen Mit unserem Partner DTS

Agent Span präsentiert knifflige Fälle die ihm von Kunden zugetragen wurden.
Mehr Schliessen
Unser Kunde/Bearbeitung
Die Firma Enz in Giswil stellt wasserangetriebene Reinigungswerkzeuge im Hochduckbereich her.
Bearbeitung
Bei einem Deckel für eine Kameradüse müssen Nuten zum Anziehen des Deckels eingefräst werden.
Ausgangslage
Die Bearbeitung erfolgt aktuell mit einem HORN 311er System auf der Hauptspindel der Index R300. Die Zirkularfräsplatte mit 3 Zähnen funktioniert soweit sehr gut.
Es wird auf beiden Drehspindeln gleichzeitig bearbeitet. Das Werkstück kommt fertig bearbeitet von der Maschine. Das Fräsen der Nuten beansprucht die meiste Bearbeitungszeit und soll optimiert/reduziert werden.
Maschine
INDEX R300
Material
1.7239 Einsatzstahl
Schnittdaten
VC: 70 m/min
N: 1260 u/min
sz: 0.105 mm
vf: 790 mm/min
Ap (Depth of cut): 3 mm
AE (Width of cut): 2.5 mm
Verwendetes Werkzeug
HORN sechsschneidige Fräsplatte des Typs 611
Ergebnis
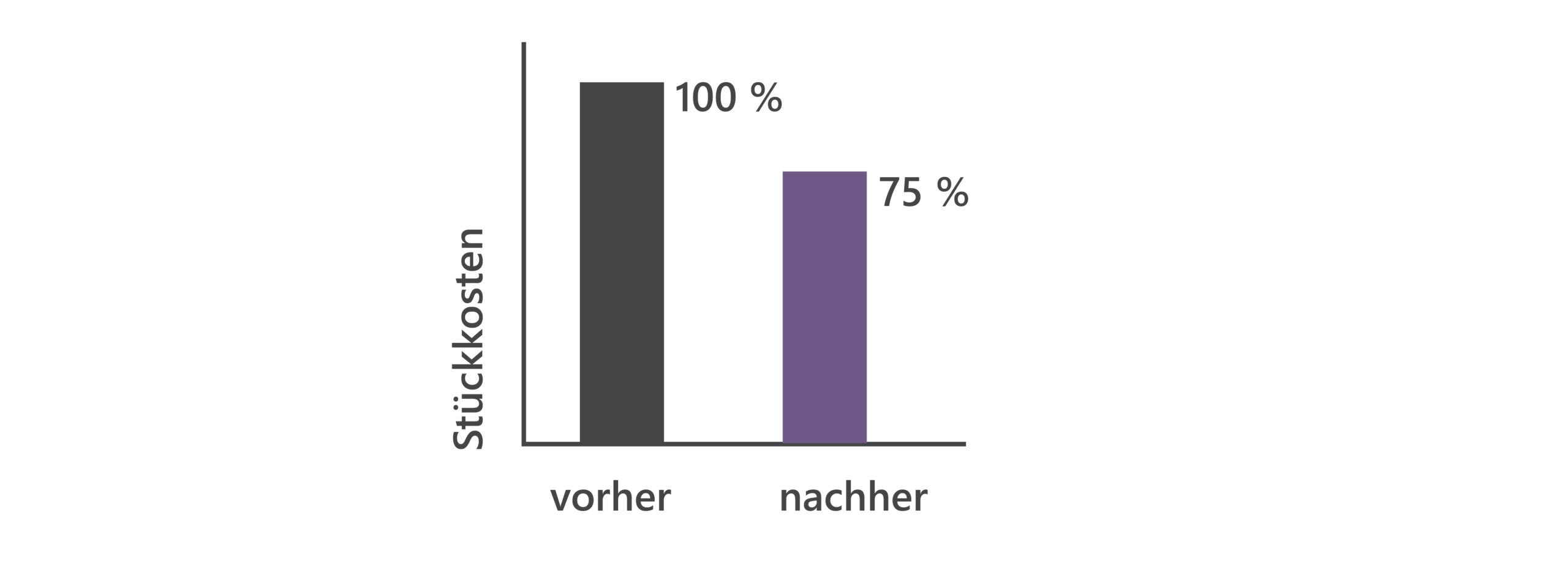
Die Bearbeitungszeit konnte durch den Wechsel auf einen stabileren Halter und auf die 6-schneidige Zirkularfräsplatte insgesamt um rund 25 % reduziert werden. Die Bearbeitung auf der Hauptspindel ist nun vor der Gegenspindel fertig.
Die Schnittwerte könnten noch erhöht werden. Dazu muss aber zuerst die Bearbeitungszeit auf der Gegenspindel reduziert werden, ansonsten wird die Bearbeitungszeit insgesamt nicht kürzer. Der Kunde ist mit der Optimierung sehr zufrieden und möchte nun auch noch die Bearbeitung an der Gegenspindel optimieren.
Resultat – mit kleinem Aufwand konnten wir rund 25 % der Stückzeit reduzieren.

Als HAIMER Competence Partner bietet nur DIHAWAG das komplette Sortiment von HAIMER mit Schrumpf-, Wucht- und Voreinstelltechnik, inklusive den Werkzeugaufnahmen an.
Mehr Schliessen
Als HAIMER Competence Partner bietet nur DIHAWAG das komplette Sortiment von HAIMER mit Schrumpf-, Wucht- und Voreinstelltechnik, inklusive den Werkzeugaufnahmen an. Und dank eigener Servicetechnik können wir schnell auf Ihr Anliegen reagieren; sei es rund um die Evaluation von MICROSET Voreinstellgeräten, Wuchtmaschinen oder Schrumpfgeräten bis hin zur Installation, Inbetriebnahme oder Reparatur- und Servicearbeiten. Gerne empfangen wir Sie auch in unserem HAIMER Showroom in Biel.
In der neusten Ausgabe finden Sie unter anderem folgende, interessante Themen:
Mehr Schliessen


Peacock-Serie 599 als Kugel- und Torusfräser mit 2 oder 4 Schneiden.
Mehr Schliessen
Wenn es bei der HSC-Bearbeitung von hochlegiertem und gehärtetem Stahl bis 67 HRC um feine Konturen geht, kommen die bewährten PEACOCK-Fräser der ZECHA zum Einsatz. Mit diesen können Präzision, Stabilität und glatte Oberflächen in verschiedenen Anwendungsbereichen, insbesondere im Formenbau, mühelos erreicht werden.
Die Anpassungen in der Mikrogeometrie sowie ein verbessertes Geometriedesign durch die interne Entwicklungsabteilung sorgen für optimale Ergebnisse. Die spezielle Nutgeometrie der Fräser führt zur Reduzierung der Kräfte und der Reibung. Dank der Schaftgeometrie – keine scharfen Kanten und Ecken – erhöht sich die Stabilität und grössere Frästiefen sind möglich. Die Belastungen infolge hoher Temperaturen beim Zerspanvorgang lassen sich bei den robusten Fräsern durch die leichtschneidende Bauart und die High End-Beschichtungstechnologie nahezu komplett vermeiden. Die Späne werden mithilfe der glatt polierten Spankammern schnell vom Werkzeug abgeführt, so dass sich die Prozesstemperatur sehr gut kontrollieren lässt. Die Fräser der Serie 599 sind auch bei der Zerspanung von chromhaltigen, hochverschleissfesten Superlegierungen mit Hilfe von KSS-Emulsionen einsetzbar, da sie sowohl zur Trocken- als auch zur Nassbearbeitung geeignet sind. Hier werden ebenfalls sehr gute Ergebnisse mit hervorragenden Oberflächengüten erzielt.
Durch die 100%ige Inhouse Fertigung bei Schlenker ist es möglich, Spannzangen mit komplexen Konturen durch Hartfräsen, Hartdrehen und Schleifen herzustellen.
Mehr Schliessen
Durch die 100%ige Inhouse Fertigung bei Schlenker ist es möglich, Spannzangen mit komplexen Konturen durch Hartfräsen, Hartdrehen und Schleifen herzustellen. Speziell für die Medizintechnik produziert Schlenker Spannzangen für Zahnimplantate (Abutments) mit dreidimensionalen Konturen. Durch die Verwendung der Sonderspannzangen auf Langdrehautomaten, anstatt auf hochwertigen Fräsmaschinen, kann die Bearbeitungszeit von Werkstücken deutlich verkürzt und somit die Kosten reduziert werden.
Ebenfalls produziert das Unternehmen Spannzangen mit verschiedenen Konturen für unterschiedliche chirurgische Instrumente sowie für Knochenschrauben. Die Kontur der Knochenschraube wird hierbei exakt in die Spannzange eingebracht, wodurch ein sicheres Spannen ohne Abdrücke realisiert werden kann. Die Spannzangen mit dreidimensionalen Profilen und Konturen werden nach 3D-Modellen hergestellt.

26./27.10. und 2./3.11. 2023 in Mönchaltorf
Mehr Schliessen«Schnell, schneller, am profitabelsten!»
Wie können wir Wettbewerbsfähigkeit, Profit und Prozesse optimieren? Entscheidend sind nicht nur Bearbeitungszeit pro Fertigungsteil, sondern auch beispielsweise Werkstückhandling oder Automatisierung.
Diesem Thema widmen sich die diesjährigen TECH NET Tage, welche in Mönchaltorf bei der Reimmann AG stattfinden. Die neusten und effektivsten Lösungsansätze dazu präsentieren die sieben Partnerunternehmen: Blaser Swisslube, DIHAWAG, Mitutoyo, Reimmann, Vischer & Bolli, Walter und X-DATA.
Um Ihren sportlichen Ehrgeiz zu wecken, steht ein Mini F1 Simulator für Sie bereit. Testen Sie Ihre persönliche Bestzeit! Zu gewinnen gibt es attraktive Preise.
Fokus der TECH NET Tage ist und bleibt die Umsetzung in der Praxis. Überzeugen Sie sich an einem der vier Eventtage in Mönchaltorf von der Vielzahl an neuen Möglichkeiten!
Die Veranstaltung richtet sich an Fachleute aus verschiedenen Bereichen von AVOR, Planung und Programmierung über Produktion und Qualitätsmanagement bis hin zu Entscheidungsträgern.
Bitte reservieren Sie sich die Termine! Wir freuen uns auf Ihr Kommen!

Neben dem Bereich Voreinstell-, Schrumpf- und Wuchttechnik präsentiert HAIMER zahlreiche Neuheiten und Verbesserungen bei den Basiskomponenten.
Mehr Schliessen
Neben dem Bereich Voreinstell-, Schrumpf- und Wuchttechnik präsentiert HAIMER zahlreiche Neuheiten und Verbesserungen bei den Basiskomponenten, darunter extra schlanke Schrumpffutter und Mini Shrinks mit SK40 und SK50-Schnittstelle sowie Steilkegel-Aufnahmen mit Plananlage (BT30, BT40 und BT50), die durch zusätzliche Abstützung an der Flanschstirnfläche eine höhere Stabilität bieten.
Ebenfalls neu sind die Hydrodehn Spannfutter zum Bohren, Reiben und Schlichten. Durch die höchste Rundlauf- und Wiederholgenauigkeit lässt sich auch die Standzeit des Werkzeuges erhöhen.
Ein weiteres Highlight im Produktportfolio ist das umfangreiche Sortiment an Schleifscheibenaufnahmen für die im Trend liegenden hochgenauen Multitaskmaschinen, in die neben Fräs- und Dreh- auch die Schleiftechnologie integriert wird. Diese gibt es in HSK-63-Ausführung als Monoblock sowie mehrteilig mit einer oder vier Spannschrauben.
Ein entsprechendes Angebot steht auch in HSK-A100- und PSC 63-Ausführung zur Verfügung, natürlich stets mit sehr effizienten Kühlmöglichkeiten. Ergänzend liefert HAIMER
Sonderschleifscheibenaufnahmen ganz nach Kundenvorgaben für Spanndurchmesser von 56 mm bis 280 mm und bietet auch hier effiziente Varianten zur Kühlung der Scheiben mit an.
Die neuen extra-schlanken Schrumpffutter:


Kupfer, Stahl, Graphit, Hartmetall/Keramik ?
Mehr SchliessenSpeziell für den Formenbau zeigen wir Ihnen die innovativen Werkzeuge unseres Partners ZECHA! Diese sind für spezifische Themen wie die Bearbeitung von Elektroden (Kupfer, Graphit), gehärteten Stählen oder auch Keramik/Hartmetall ausgelegt.
Mehr Informationen finden sie in unserer Broschüre:
Sprechen Sie jetzt mit Ihrem DIHAWAG Aussendient-Ansprechpartner!
Videoserie Dominik Läng – Dreher
Mehr SchliessenFolge 26 mit dem Thema: Bohrungen ausdrehen, kopierdrehen oder Kanten brechen ab Ø 0.3mm? Erfahrt mehr im Video!
Videoserie Dominik Läng – Dreher
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.

SCHLITZFRÄSEN VON SCHMALEN NUTEN / ZIRKULARFRÄSEN IM ALLGEMEINEN
Mehr Schliessen
SCHLITZFRÄSEN VON SCHMALEN NUTEN
HORN zeigt die Erweiterung des Zirkularfrässystems zum Schlitzfräsen von Nuten. Die Werkzeuge bietet Horn je nach Durchmesser in Schneidbreiten von 0.25 mm bis 1 mm lagerhaltig an. Die maximale Frästiefe tmax liegt, abhängig vom Werkzeugdurchmesser, zwischen 1.3 mm bis 14 mm. Je nach zu bearbeitendem Werkstoff sind die Schneidplatten mit unterschiedlichen Beschichtungen verfügbar. Der Vollhartmetall-Werkzeugschaft stellt durch seine Masse die Schwingungsdämpfung im Fräsprozess sicher. Alle Varianten der Werkzeugschäfte sind mit einer inneren Kühlmittelzufuhr ausgestattet.
ZIRKULARFRÄSEN IM ALLGEMEINEN
Das Zirkularfrässystem bietet dem Anwender eine Reihe von Verfahrensvorteilen: Es ist schnell, prozesssicher und erzielt gute Oberflächenergebnisse. Dabei taucht das auf einer Helixbahn geführte Werkzeug schräg oder sehr flach in das Material ein. Dadurch lassen sich beispielsweise Gewinde in reproduzierbar hoher Qualität herstellen. Im Vergleich zur Bearbeitung mit Wendeschneidplatten bei grösseren Durchmessern oder VHM-Fräsern bei kleineren Durchmessern ist Zirkularfräsen in der Regel wirtschaftlicher. Zirkularfräser haben ein breites Einsatzgebiet. Sie bearbeiten Stahl, Sonderstähle, Titan oder Sonderlegierungen. Die Präzisionswerkzeuge eignen sich besonders für die Prozesse Nutfräsen, Bohrzirkularfräsen, Gewindefräsen, T-Nutfräsen und Profilfräsen.

Seit über 70 Jahren produziert Schlenker Spannhülsen in den verschiedensten Ausführungen für alle namhaften Lademagazinhersteller, wie z.B. BREUNING, CUCCHI, FMB, IEMCA, INDEX-TRAUB und LNS.
Mehr Schliessen
Seit über 70 Jahren produziert Schlenker Spannhülsen in den verschiedensten Ausführungen für alle namhaften Lademagazinhersteller, wie z.B. BREUNING, CUCCHI, FMB, IEMCA, INDEX-TRAUB und LNS. Neben den Standard-Spannhülsen für Rund-, Sechskant- und Vierkantmaterial stellt das Unternehmen auch Sonderprofile her, welche individuell in Form und Haltekraft an das Stangenmaterial angepasst werden können. Eine weitere Variante ist die Kronenspannhülse, die speziell für Profilmaterial entwickelt wurde. Ihre besondere Kronenform vereinfacht das Einfädeln des Stangenmaterials und ermöglicht die volle Ausnutzung des Kanals, somit können grössere Schlüsselweiten gespannt werden. Empfehlenswert ist es hierbei das Stangenmaterial nicht anzufassen.
Für die Zuführung von angebohrtem Stangen- oder Rohrmaterial, entwickelt Schlenker auch Innenspannhülsen. Die Haltekraft kann je nach Bedarf erhöht oder verringert werden. Ebenfalls ist es möglich, die Innenspannhülsen vollvulkanisiert zu produzieren, um das Eindringen von Kühlschmierstoff (KSS) in das Lagemagazin zu verhindern.

Videoserie Dominik Läng – Dreher
Mehr SchliessenFolge 25 mit dem Thema: Geld sparen und gleichzeitig etwas für die Umwelt tun? Wie das geht, zeigt Euch Dominik Läng in seiner neuen Folge.
Videoserie Dominik Läng – Dreher
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.

LEISTUNGSSTARKES REIBEN FÜR GROSSE DURCHMESSER
Mehr Schliessen
Das innovative, flexible Reibsystem, welches alle Vorteile der URMA Wechselkopf-Technologien vereint.
RX-Reibsystem in drei Grössen

Die neuen Fräser für hochlegierte Niro-Stähle und Titan von Avantec.
Mehr Schliessen
„Ob man kraftvoll oder dynamisch fräst – die Späne müssen weg.“ Produktmanager Tim Zöllner von Avantec über optimale Performance für jede Bearbeitungsstrategie!
Wer schon mal Titan zerspant hat, dem muss man die materialspezifischen Tücken nicht weiter erklären. „Das ist schon Formel 1-Anspruch für Maschine und Werkzeug. Ob Strukturbauteile bearbeitet werden oder aus dem Vollen gefräst wird.“ So sieht das auf jeden Fall Tim Zöllner, Produktmanager von Avantec und federführend im Projekt Titanklasse.
Und Grund zur Freude hat er auch: Nach gut 8 Monaten Entwicklung und Konstruktion sind die neuen, für
hochlegierte Niro-Stähle und Titan ausgelegten Fräser, in der Praxisreife angekommen. Neben den eigenen Probebearbeitungen können die neuen High-End-Fräser nun auch beim Kunden in Testbearbeitungen ihre Wirkung entfalten. Mit dem Anspruch, Werkzeugbody und Schneiden so designed zu haben, dass sich die Bildung von Aufbauschneiden so lange wie möglich hinauszögert, sind der UD90 und der UW90 an den Start gegangen. Typisch Avantec, fräsen beide mit der gleichen Standard-UD-Wendeschneidplatte, wobei der UW90 ein Heavy Duty-Bolide ist und der UD90 ein High Speed-Renner. Ihr gemeinsames Ziel: maximales Q liefern und das über einen langen Standweg.
Viele von Ihnen wissen, dass gerade Aerospace und Automotive verständlicherweise in diesem Stadium nicht ganz so freizügig mit detaillierten Informationen sind, aber so weit dürfen wir berichten: Die neue Titanklasse hat auf jeden Fall die Pole-Position inne und die Boxen- Crews stehen bereit, die 24 Stunden von Le Mans zu „fräsen“ – und das jeden Tag.

HORN erweitert das Werkzeugportfolio für die Bearbeitung von harten Werkstoffen und anderen Stählen. Die mit kubischem Bornitrid (CBN) bestückten Werkzeuge bieten eine optimierte Bearbeitung von Nickel-Basis-, sowie anderen Superlegierungen und pulvermetallurgischen und gehärteten Stählen. Der hochharte Schneidstoff CBN zeigt seine Stärken in hohen Schnittleistungen im Glattschnitt sowie im unterbrochenen Schnitt beim Hartdrehen und -stechen. Mit der Aufnahme der Erweiterungen ins Standard-Programm für die Systeme Supermini 105, Mini 11P, 229 und 315 bietet HORN dem Anwender durch die Lagerhaltung eine schnelle Lieferung der gewünschten Werkzeugsysteme. Das System Supermini ist in linken und rechten Ausführungen mit verschiedenen Eckenradien erhältlich. Die CBN-bestückten Varianten eignen sich für die Innenbearbeitungen ab einem Durchmesser von 2 mm. Des Weiteren sind unterschiedliche Auskraglängen der Vollhartmetall- Grundkörper verfügbar. Die Werkzeuge der Mini-Familie finden den Einsatz ab einem Innendurchmesser von 6.8 mm und sind ebenfalls in linker und rechter Ausführung erhältlich. Der einschneidige Werkzeugtyp 315 eignet sich für Aussen- techbearbeitungen ab einer Stechbreite von 0.5 mm. Bei der Schneidplatte des Systems 229 wird das bisherige CBN-Substrat CB 50 durch das leistungsfähigere Substrat CB 35 ersetzt. Die Schneideinsätze sind mit zwei verschiedenen Eckenradien und den Schneidbreiten von 3 mm bis 6 mm lagerhaltig.
Ein weiterer wichtiger Vorteil ist die chemische Beständigkeit. CBN ist nach Diamant das zweithärteste bekannte Material. Werkzeuge aus CBN verschleissen bei geeigneter Anwendung wesentlich langsamer als andere Schneidstoffe. Zum einen ist dadurch eine höhere Form- und Massgenauigkeit zu erreichen, zum anderen lassen sich harte Werkstoffe (Stahl bis 70 HRC) prozesssicher bearbeiten. Es gibt keine unterschiedlichen CBN-Sorten. Die Differenzierung erfolgt durch den CBN-Volumenanteil, die Füllstoffe, die Korngrösse sowie die keramische/metallische Bindephase (Kobalt/Nickel). Daraus ergeben sich unterschiedliche CBN-Substrate. Die Hartbearbeitung mit CBN-Schneidstoffen
geschieht meist trocken. Dies ist möglich, da der Schneidstoff eine hohe Warmfestigkeit besitzt und sich die hohe Temperatur innerhalb der Spanbildungszone positiv auswirkt. Eine unzureichende Zuführung des Kühlschmierstoffs oder Schnittunterbrechungen führen zu hohen, thermisch induzierten Spannungen im Gefüge der Wendeschneidplatte. Dies kann zu Rissen im Gefüge führen und somit unter Umständen die Wendeschneidplatte zerstören. Bei der Hartbearbeitung wird die entstehende Hitze in der Scherzone zum grössten Teil über den Span abgeleitet. Während Hartmetall schon bei rund 800 Grad Celsius einen massiven Härteverlust erleidet, bleibt die Härte von CBN noch bei bis zu 1200 Grad Celsius fast unverändert. Ein weiterer wichtiger Vorteil ist die chemische Beständigkeit, besonders bei den vorherrschenden Temperaturen.

Videoserie Dominik Läng – Dreher
Mehr SchliessenFolge 24: An den Horn Technologietagen 2023, Teil 2: Von der Idee zum Werkzeug
Viedoserie Dominik Läng – Dreher Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage. Heute: Zu Besuch an den Horn Technologietagen 2023: Von der Idee zum Werkzeug
Viedoserie Dominik Läng – Dreher
Mehr SchliessenFolge 23: An den Horn Technologietagen 2023, Teil 1: Vom Pulver zur Schneide Viedoserie Dominik Läng – Dreher Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Zu Besuch an den Horn Technologietagen 2023: Vom Pulver zur Schneide

Viedoserie Dominik Läng – Dreher
Mehr SchliessenStechdrehen S224 mit seitlicher Klemmung
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: S224 mit seitlicher Klemmung

Entdecken Sie weiter auch Neuheiten unserer Partner HORN und DTS.
Wir freuen uns auf Ihren Besuch.
Eine kostenlose Eintrittskarte erhalten Besuchen / Jetzt anmelden
Unsere Partner

bei Fehlmann AG in Seon an!
Mehr SchliessenWann: 1. und 2. Juni 2023
Themen:
1.Juni 2023: Fertigungsautomation und am 2. Juni 2023: Werkzeugbau-Swissfinish (mit einem spannenden Vortrag „Werkzeugschneiden – die entscheidende Verbindung zwischen Werkstück und Maschine“ von DIHAWAG um 11:40 Uhr)


varia Polytec von hemo
Mehr SchliessenErfolgreiche Produktereihe erweitert und konsequent weiterentwickelt
Der Spannmittelhersteller hemo AG aus der Zentralschweiz hat nach jahrzehntelanger Erfahrung in der Branche die erfolgreiche Produktreihe varia Mini und varia Plus um die Grösse varia Polytec erweitert und konsequent weiterentwickelt. Mit dieser Spannmittelfamilie stehen Backenbreiten von 18 mm bis 114 mm und Spannweiten von 0 mm bis 306 mm zur Verfügung.
Sofort für jede zentrische 5-Achs-Herausforderung gerüstet
Die Kundenanforderungen sind vom feinmechanischen Kleinteil bis zum massigen, grossen Bauteil in der 5-Achsbearbeitung, mit diesem universellen Zentrumspannsystem, leicht zu bewältigen.
Der Blick in den Maschinenraum zeigt, dass den Anwendungen mit den varia Zentrumspannern keine Grenzen gesetzt sind. Dieses Ziel hat sich hemo bei der Entwicklung gesetzt und den varia Polytec mit neuen technischen Details aufgerüstet:
Neben allerhöchster Steifigkeit, dank optimiertem Führungsverhältnis in der bewährten hemo Präzision, ist ein Backenschnellwechselsystem mit ultrakurzer Spindel in dem System verbaut, das die Störstellen über die Längsachse des Spannmittels minimal hält. Die Spannbacken sind mit Knopfdruck ohne Spindeldrehung zur Spannweitenverstellung leicht verschiebbar oder drehbar und bedecken eine Spannweite von 6 mm bis 306 mm bei einer Gesamtlänge des Spannmittels von 320 mm und einer maximalen Spannkraft von 50 kn.
Dieser Schnellverstellmechanismus lässt die Umrüstzeiten von kleinster Spannweite von 5 mm auf 306 mm auf wenige Sekunden schmelzen und geschieht komplett werkzeuglos.
Für jede Anwendung der richtige Grip
Geringe Werkstückeinspanntiefe von 3 mm, grosse oder geringe Spannkräfte nach Bedarf, Rohteilspannung oder Spannung auf bearbeiteten Flächen in Positioniergenauigkeit < 0.01 mm, das bietet der neue varia Polytec mit Leichtigkeit. Es stehen Backen von 78 mm bis 114 mm zur Verfügung. Die Variabilität ergibt sich aus 6 verschiedenen Spanneinsätzen für die jeweiligen Anwendungen. Dabei ist das Werkstückspannen sowohl mit Vorprägen möglich, oder je nach Anforderung, mit verschiedenen Spanneinsätzen und entsprechenden Oberflächen bis zur Präzisionsbearbeitung für die zweite Aufspannung sowohl mit gehärteten als auch mit bearbeitbaren, weichen Backen.
Da die Spanneinsätze auch verschleissen können, sind sie drehbar und können, ähnlich wie bei einer Wendeschneidplatten beim Drehen, doppelt genutzt werden.
All dies macht den varia Polytec zum Alleskönner mit grossem Bedienkomfort, hoher Präzision und sehr gutem Preis-Leistungsverhältnis.
varia Polytec:
Der Schnellverstellmechanismus lässt die Umrüstzeiten auf wenige Sekunden schmelzen und geschieht komplett werkzeuglos.“
In der neusten Ausgabe finden Sie unter anderem folgende, interessante Themen:
Mehr Schliessen

Viedoserie Dominik Läng – Dreher
Mehr SchliessenSchlenker Spannwerkzeuge! Der neue Katalog.
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Schlenker Spannwerkzeuge! Der neue Katalog.

Mercredi 10 et jeudi 11 mai 2023
Mehr Schliessen*Die Sprache dieses Events ist nur Französisch.
Durant « Les rencontres de la technologie » retrouvez des entreprises innovantes et expertes dans l’industrie MEM. Les acteurs de la production se retrouvent pour découvrir des solutions innovantes dans les domaines en lien avec la machine-outil.
Des fabricants d’outils, en passant par les dispositifs de serrage, de robotique, les logiciels de CFAO ou encore les experts en lubrifiants réfrigérants, tous se donnent rendez-vous pour ces belles journées liées à la technologie suisse.
Les deux journées se concentrent sur les industries médicales et horlogères.
Programme: 
Une visite de la production chez GF Machining Solutions est aussi prévue.
Vous pouvez dès à présent vous enregistrer pour être présent en tant que visiteur, les places sont limitées.
Obtenez un billet d‘entrée gratuit avec le code VIP: CONGRESMSM_23_DIHAWAG
Comment s’inscrire avec le code VIP ?
Die neuen HORN Boxen sind da!
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Die neuen HORN Boxen sind da!

Übersetzte Werkzeuge für Langdrehmaschinen:
Neue Technologien im Bereich der Schneidwerkzeuge ermöglichen immer höhere Schnittgeschwindigkeiten. Doch diese können auf Grund von unzureichenden Antriebsdrehzahlen der Maschine oftmals nicht erreicht werden. Durch den Einsatz von Schnelllaufspindeln stellt dies jedoch kein Problem mehr dar und Sie können Ihr Produktionspotential voll ausschöpfen. Mit einer Übersetzung von i = 1:4 können, abhängig von der Maschine, Drehzahlen von bis zu 32.000 U/min umgesetzt werden. Somit können Sie mit unseren Schnelllaufspindeln auch bei Werkzeugen mit kleinen Durchmessern die erforderlichen Schnittgeschwindigkeiten realisieren.
Innovative Getriebetechnologie:
Bei sämtlichen Schnellläufern setzt W&F auf neueste Getriebetechnologie mit einem Mehrstufengetriebe in kompakter Ausführung. Durch die Mehrstufenbauweise ist es möglich, trotz minimalem Bauraum, eine ausreichende Stabilität und Steifigkeit der Abgangsspindel zu erzielen. Die Lagerung ist so ausgelegt, dass ausreichend Lagerabstand vorhanden ist. Gleichermassen war es dadurch auch möglich Innenkühlung ohne Stabilitätsverlust zu integrieren.
Im Gegensatz zur Planetengetriebetechnologie ergibt sich durch das von uns verwendete Mehrstufengetriebe eine deutlich reduzierte Störanfälligkeit des Werkzeughalters.
Effizienter durch Innenkühlung:
Auf Grund unserer langjährigen Erfahrung im Bereich innengekühlter Werkzeuge, war es für uns ein logischer Schritt auch unsere Schnelllaufspindeln mit Innenkühlung zu
entwickeln. Durch unsere bewährte Dichtungstechnologie können Kühlmitteldrücke von bis zu 80 bar realisiert werden.

Viedoserie Dominik Läng – Dreher
Mehr SchliessenHorn Technologietage 2023
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Jetzt Anmelden für die die HORN Technologietage!

„EWS.Coolant Management“: universell einsetzbares Kühlmittelmanagement!
Mehr Schliessen
Je einfacher die Handhabung, desto grösser die Zeitersparnis. Das Kühlmittelmanagement „EWS.Coolant Management“ ermöglicht es, die Aussenkühlung mit nur einer Umdrehung zu öffnen und zu schliessen. Zur Verfügung stehen eine axiale und eine radiale Ausführung.
„EWS.Coolant Management“ ist universell einsetzbar und der Kühlmittelfluss ist regelbar.
Viedoserie Dominik Läng – Dreher
Mehr SchliessenMedical Special: Spass beim Winkel einstellen am Wirbelapparat!
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Spass beim Winkel einstellen am Wirbelapparat!

Hochglanzzerspanung mit einer MKD-bestückten ISO-Schneidplatte von Horn.
Mehr Schliessen
Oberflächengüten mit Spiegelglanz und Ebenheiten im Nanometerbereich: Dies sind Eigenschaften, die sich nur mit dem Prozess der Ultrapräzisionszerspanung beziehungsweise der Hochglanzbearbeitung realisieren lassen. Für das perfekte Ergebnis sorgt das eingesetzte Präzisionswerkzeug mit dem passenden Schneidstoff.
Die erzeugte Oberfläche ist immer das Spiegelbild der Werkzeugschneide. Nur eine Schneide aus monokristalinem Diamant (MKD) lässt sich aufgrund seiner inneren Struktur und der Härte so fein polieren, dass bei der Zerspanung eine makellose Oberfläche entsteht. Für die perfekte Politur der schartenfreien Schneidkante gibt es keine computergesteuerten Maschinen. Nur das Feingefühl und das Know-how speziell geschulter Mitarbeiter entscheiden über das hochglänzende Ergebnis. Denn das Finishing der hochkarätigen Werkzeuge ist reine Handarbeit.
Die Hochglanzbearbeitung mit MKD gehört zu den Königsdisziplinen der spanenden Fertigung mit geometrisch bestimmten Schneiden. Zwei hundertstel Millimeter Schlichtaufmass trennen eine sehr gute Oberfläche von der perfekten Oberfläche mit Spiegelglanz. Das Einsatzspektrum ist breit gefächert. Der Fertigungsprozess ist in zahlreichen Branchen im Einsatz. In der Schmuckindustrie sorgen die Werkzeuge für den Glanz beispielsweise bei der Fertigung von sichtbaren Teilen einer hochwertigen Armbanduhr und den meisten Eheringen. Bei der Fertigung von Spiegeln für Weltraumteleskope garantiert die nahezu perfekte Formgenauigkeit der gefrästen Spiegelfläche für einen verzerrungsfreien Blick ins All. Bei der Fertigung nahezu jeder Sehhilfe, egal ob Brille oder Kontaktlinse, waren Werkzeuge mit Diamantbestückung im Einsatz. Eine weitere
Einsatzmöglichkeit ist der Werkzeug-, Modell- und Formenbau. Hier können aufwendige und teure Polierarbeiten eingespart werden. Die Liste lässt sich erweitern, nicht zuletzt in der Medizintechnik sind diese Werkzeugsysteme fest etabliert.
Einsatz in der Forschung
In der Wissenschaft erhoffen sich die Forscher neue Erkenntnisse, die sich mithilfe von Spiegeln mit hochglänzenden und präzisen Oberflächen gewinnen lassen. Ein Beispiel ist eine Gruppe von Astrophysikern der Universität Kassel. In einer Vakuumkammer erzeugen die Wissenschaftler Materie, die sonst nur im All vorkommt, und sammeln so Erkenntnisse über das Werden und Vergehen von Sternen. Ausgeklügelte Lasersysteme und präzise Spiegelsysteme helfen den Forschern bei der Umsetzung ihrer Ideen und Theorien. Bei der Forschung werden Laserstrahlen über
die Spiegel durch eine entstandene Gaswolke gelenkt. Je öfter der Strahl hin und her reflektiert wird, je häufiger also die Gaswolke durchleuchtet wird, desto eindeutiger sind die detektierten Signale. Vor der Hochglanzbearbeitung setzten die Forscher auf polierte Spiegel. Diese besassen zwar eine spiegelnde Oberfläche, aber die Ebenheit hatte aufgrund der vielen Polituren zu viele geometrische Ungenauigkeiten. Die mit MKD bestückten Fräser konnten diese Probleme lösen.
Handwerkskunst
Um Oberflächengüten mit Spiegelglanz zu erzeugen, spielt die Qualität der Werkzeugschneidkante die entscheidende Rolle. Die Qualität der Schneidkante spiegelt sich in der zu bearbeitenden Oberfläche wider. Der finale Schliff beziehungsweise die Politur der MKD-Schneide gleicht einer Handwerkskunst. Ähnlich wie beim Schliff eines Schmuck-Brillanten geschieht das Finishing einer Werkzeugschneide für die Hochglanzzerspanung mit einer Schleifzange von Hand. Optimale Voraussetzungen zum Schleifen der Schneiden ermöglichen luftgelagerte Schleiftische mit einer Tischplatte aus massivem Granit. Für die optische Kontrolle wird ein Mikroskop mit 200-facher Vergrösserung genutzt. Unter dieser Vergrösserung muss die Schneidkante absolut schartenfrei sein. Die dabei entstehende Schneide hat einen Radius vom maximal 0,0002 mm. Für das Schleifen von MKD-Kugelfräsern zur Hochglanzzerspanung von Freiflächen entwickelte Horn eine spezielle Schleifmaschine, mit der sich auch kleinste Radien prozesssicher schleifen lassen.
Darum gehts

Viedoserie Dominik Läng – Dreher
Mehr SchliessenMedical Special: Gewindewirbeln mit DIHAWAG?
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Gewindewirbeln mit DIHAWAG / Special Guest: Nils Schrauben-Bauer
Viedoserie Dominik Läng – Dreher

Die Fräser aus dem Avant-Easy-Change Programm erkennt man an ihrem ganz besonderen Design: klein und mit Köpfchen.
Mehr Schliessen
Die Fräser aus dem Avant-Easy-Change Programm erkennt man an ihrem ganz besonderen Design: klein und mit Köpfchen. Ecken, Flächen, Nuten, Freiformen usw. sind bei kleinen Schnitttiefen einfach die bessere Alternative zu VHM-Schaftfräsern.
Nachschleifen? Nicht nötig. Einfach und hochgenau den WSP-Kopf wechseln und schnell wieder im Prozess sein. Mit maximalem Q, hoher Präzision und bester Laufruhe.

Medical Special: Drehzahl tunen mit WF! (Teil 2 von der Folge 15: Torx fräsen)
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Drehzahl tunen mit WF! Medical Special
Viedoserie Dominik Läng – Dreher

Horn-Gruppe trauert um ihren langjährigen Unternehmenslenker
Mehr Schliessen
Unternehmerpersönlichkeit Lothar Horn ist gestorben
Der Unternehmer Lothar Horn ist am 05. Februar 2023 nach langer, schwerer Krankheit im Alter von 66 Jahren gestorben. Lothar Horn war Geschäftsführer der Paul Horn GmbH in Tübingen. Er formte die Horn-Gruppe zu einem international erfolgreichen Hersteller für Präzisionswerkzeuge mit Produktionsstandorten in England, Italien, Tschechien und den USA. Dazu kommen Vertriebsstandorte in Frankreich, Ungarn, China, Mexiko, Türkei und Thailand. Das Unternehmen ist heute der größte gewerbliche Arbeitgeber in Tübingen. Als Vorsitzender des VDMA-Fachverbands Präzisionswerkzeuge war Lothar Horn von 2009 bis 2019 Sprachrohr seiner Branche. Lothar Horn gilt vielen in seiner Branche als Pionier und Visionär. Sein Sohn Markus, seit 2018 Geschäftsführer der Paul Horn GmbH, wird das Unternehmen in der dritten Generation weiterführen, gemeinsam mit Matthias Rommel, ebenfalls Geschäftsführer.
Der technologiebegeisterte Betriebswirt Lothar Horn trat 1991 in das elterliche Unternehmen ein. Zuvor sammelte er Erfahrungen in der IT-Branche und in Unternehmensberatungen. Am 01. Januar 1995 wurde er Geschäftsführer. 1999 schuf Lothar Horn am Tübinger Stammwerk neue Produktions- und Verwaltungsstätten sowie ein Vorführ-, Forschungs- und Entwicklungszentrum. Der Neubau vereinte damit erstmals alle Geschäftsprozesse an einem Standort, einschließlich eines Beschichtungszentrums.
Um die Spitzenposition auf dem Weltmarkt weiter auszubauen, entstand neben dem Tübinger Stammhaus ein weiteres Fertigungsgebäude. Das Unternehmen verdoppelte damit die Produktionsfläche. Seit der Fertigstellung 2016 ist es das größte industriell genutzte Gebäude in Tübingen.
Vertrauen in Technologie und Menschen
„Technologie bestimmt die Kosten.“ – Dieser Satz steht für Lothar Horns innovative Triebkraft, mit Hochpräzisionswerkzeugen am Weltmarkt erfolgreich zu sein. Beim Ausbau von Produktions- und Verwaltungsgebäuden ging es auch um die Neuorganisation von Prozessen. Neben Produktion und Verwaltung nahmen Qualifikation und Kundenschulungen bei der Paul Horn GmbH unter Lothar Horns Regie größer werdende Bedeutung und Fläche ein. Die Horn Akademie ist eine Investition in Menschen, Mitarbeiterinnen und Mitarbeiter. Sie bietet neben internen und externen Schulungen auch Ausbildung, duales Studium, Umschulung und Weiterbildung an. Es besteht eine Zusammenarbeit mit der IHK sowie der Dualen Hochschule Baden-Württemberg (DHBW).
Es komme auf die richtigen Leute im Unternehmen an, war Lothar Horns Überzeugung. Er setzte dabei auf Freiräume, Vertrauen und eine Kultur, die ebenso Fehler zulässt, wie die Chance, aus diesen zu lernen. Menschen waren für Lothar Horn ebenso wichtig, wie Technologie oder moderne Prozesse. „Seine Wertschätzung galt sowohl unseren Kunden als auch unseren Mitarbeiterinnen und Mitarbeitern“, beschreibt Nachfolger Markus Horn seinen Vater.
„Kein Auto fährt, kein Flugzeug fliegt (…) ohne dass Präzisionswerkzeuge zum Einsatz kommen“
Zehn Jahre lang war Lothar Horn neben seinem unternehmerischen Schaffen Vorsitzender des Fachverbands Präzisionswerkzeuge des Verbands Deutscher Maschinen und Anlagenbau (VDMA). 2019 endete seine Rolle als offizieller Vertreter der Fachorganisation. „Kein Auto fährt, kein Flugzeug fliegt und kein künstliches Gelenk können Ärzte einsetzen, ohne dass Präzisionswerkzeuge zum Einsatz kommen“, war eine von Lothar Horns zentralen Aussagen. Die Paul Horn GmbH ist ein wichtiger und sichtbarer Player in der Branche: Die Halle 10 der Stuttgarter Messe trägt ihren Namen.
Eine Fachjury verlieh Lothar Horn 2021 auf der Messe Moulding Expo in Stuttgart die Werkzeug- und Formenbau-Ehrenmedaille. Sie ehrt Persönlichkeiten, die als Pioniere und Visionäre wegweisende Signale gesetzt haben und Vorbild sind. Über Lothar Horn heißt es aus der Jury: „Auch wenn er in der Branche ein richtig großes Unternehmen lenkt und leitet, ist er sich in all den Jahren treu geblieben, ansprechbar für jeden, nahbar eben. Ein Mensch.“
Engagiert für die Menschen in Tübingen
Treu verbunden blieb der international aktive Unternehmenslenker Lothar Horn dem Standort Tübingen. Die Horn-Gruppe bietet Arbeits- und Ausbildungsplätze für 950 Mitarbeiterinnen und Mitarbeiter am Stammsitz und 1.500 weltweit. Die Paul Horn GmbH ist damit der größte gewerbliche Arbeitgeber Tübingens. Treu verbunden war Lothar Horn auch den Bürgerinnen und Bürgern der Stadt. Die Paul Horn GmbH unterstützt soziale Einrichtungen sowie die Jugend- und Nachwuchsarbeit beispielsweise von Sportvereinen. Sichtbares Zeichen dafür ist die Paul Horn Arena für Leistungs-, Breiten-, und Schulsport in Tübingen.
Die gesamte Horn-Gruppe trauert mit der Familie.
Unser Partner DTS hat die passenden Werkzeuge dafür!
Mehr Schliessen
Hartfräsen bis 72HRC mit Messerköpfen und Mikrowerkzeugen. Mehr Informationen sehen Sie im Video.

Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: ZECHA – Torxt fräsen! Medical Special mit Nils Bauer aka „Schraubenbauer“

Wir heissen die beiden Kollegen herzlich Willkommen und wünschen viel Spass und Erfolg für die neue Herausforderung!
Mehr Schliessen

Die präzisionsgeschliffenen Schneiden des Formbohrsystems 117 ermöglichen eine hohe Genauigkeit.
Mehr Schliessen
Mit der Weiterentwicklung des Formbohrsystems 117 bietet die Paul Horn GmbH nun auch die Möglichkeit, ins Volle zu bohren. Die profilierten Werkzeuge ermöglichen wirtschaftliche Vorteile in der Serienproduktion sowie die Reduzierung der Werkzeugkosten bei Bohrungen in einem großen Durchmesserbereich. Horn bietet auf Basis des Werkzeugsystems 117 die profilierten Schneidplatten nach Kundenwunsch für den Einsatz auf Dreh- und Fräszentren ab Durchmesser 16 mm. Hohe Rund- und Planlauf-, sowie Wechselgenauigkeiten im μm-Bereich garantiert der patentierte Präzisionsplattensitz des Systems 117. Die präzisionsgeschliffenen Schneiden ermöglichen eine hohe Genauigkeit mit Toleranzen von bis zu 0,02 mm und hohe Oberflächengüten. Dies ist auch bei der Fertigung von präzisen Nuten für O-Ringe ausschlaggebend.
Die Kostenersparnis zeigt sich durch die Möglichkeit der Nachbestückung, den geringeren Werkzeugkosten sowie einem reduzierten Maschinenstillstand durch den schnellen Schneidplattenwechsel. Des Weiteren durch geringere Beschichtungskosten, da nur die Schneidplatte beschichtet ist. Die Kühlung der Kontaktzone und den Abtransport der Späne sichert die innere Kühlmittelzufuhr durch den Rundschafthalter auf beide Schneiden.
Horn bietet das Werkzeugsystem in den Formbreiten 16 mm, 20 mm und 26 mm an. Die je nach Anwendungsfall gewünschte Sonderform ist präzisionsgeschliffen. Die Formtiefe liegt bei tmax = 9 mm, 12 mm und 13,5 mm. Die maximale Formbreite beträgt 26 mm. Die Werkzeugbeschichtung wird für jeden Anwendungsfall speziell ausgewählt und ist für die Materialgruppen P, M, K und N verfügbar. Die Rundschafthalter sind standardmäßig mit den Schaftdurchmessern 16 mm, 20 mm und 25 mm in den Ausführungsformen A und E erhältlich. Zudem bietet Horn Sonderhalter mit mehr Unterstützung der Schneidplatten an. Alle Varianten sind mit innerer Kühlmittelzufuhr ausgestattet.

Jetzt anmelden!
Mehr Schliessen
Sehr geehrte Damen und Herren,
die HORN Technologietage sind nach vier Jahren wieder zurück. Vom 14.06. bis 16.06.2023 bieten wir Ihnen einmalige Einblicke in unsere Produktion und legen den Fokus der Veranstaltung auf das Thema „Prozesse beherrschen“.
Werkzeug, Spannmittel und Maschine ergeben den Prozess. So einfach, wie es auf den ersten Blick aussieht, ist es in den meisten Fällen allerdings nicht. Bis ein Prozess läuft, passiert sehr viel im Vorfeld. Gerade wenn es um Software- Zyklen geht oder auch um die Eigenschaften und Fähigkeiten von Maschinen – Stichwort synchronisierte Spindeln – und vieles mehr.
Der Prozess erfordert einen ganzheitlichen Ansatz und ein ganzheitliches Verständnis, um ihn für die Anwender praktikabel zu gestalten und einen Mehrwert zu bieten. Beispielsweise sind Wälzschälen, Polygondrehen, Stoßen, High-Speed Wirbeln und Langdrehen Prozesse, die hier stellvertretend im Fokus stehen. Unser Prozessverständnis ist der Schlüssel, um uns in der Königsklasse der Zerspanung zu behaupten.


Die HORN Technologietage sind nach vier Jahren wieder zurück.
Vom 14.06. bis 16.06.2023 bietet HORN Ihnen einmalige Einblicke in seine Produktion und legt den Fokus der Veranstaltung auf das Thema „Prozesse beherrschen“.
SAVE THE DATE!

und einen guten Rutsch in ein vielversprechendes nächstes Jahr.
Mehr SchliessenDie besinnliche Jahreszeit rückt näher – mit dem roten DIHAWAG-Weihnachtsexpress
möchten wir Ihnen schön geschmückte Tannenbäume, glitzernde Lichter, warme
Kaminfeuerabende, feinduftendes Selbstgebackenes und einen gemütlichen Feiertagsspirit näherbringen.
Auch wollen wir die Gelegenheit nutzen „Danke“ zu sagen! Für das entgegengebrachte
Vertrauen sowie die angenehme und erfolgreiche Zusammenarbeit ein grosses „Merci“!
Wir wünschen Ihnen und Ihren Liebsten wunderschöne Feiertage und einen guten Rutsch in ein vielversprechendes nächstes Jahr.
Ihr DIHAWAG Team.

HORN Wälzschälwerkzeuge und HAIMER Voreinstellgeräte mit Wälzschälfunktion von unseren Partnern:
Mehr Schliessen
WÄLZSCHÄL FUNKTION FÜR MICROSET VIO LINEAR
Beim Einrichtprozess von Verzahnungswerkzeugen, die beim Gear Skiving Verfahren zum Einsatz kommen, ist ganz besonders darauf zu achten, die exakte Mitte des Werkzeugs zu finden. Sollte sich das Werkzeug während des Vorgangs nicht im Zentrum der Schnittbahn befinden, so wird es an der Flanke der zu bearbeitenden Verzahnung entlang „gezogen“ und die Form und Größe der Verzahnung können sich ungewünscht ändern.
Eine absolut exakte Synchronisation zwischen dem Gear Skiving Werkzeug und dem Zahn ist bei dieser Bearbeitung von elementarer Bedeutung. Andernfalls droht eine Ausschussproduktion anstelle eines wertvollen Produktes. Nachdem in der Fertigung mittlerweile der gesamte Prozess auf ein und derselben Maschine
durchgeführt werden kann, wenn diese mit den Technologiezyklen des Herstellers ausgestattet ist, ist es umso wichtiger, dass bereits beim ersten Einrichten des Werkzeugs die richtigen Koordinaten ermittelt werden.
Bereits seit 2016 existiert die Gear Skiving Option für die HAIMER Microset VIO linear Werkzeugvoreinstellgeräte. Mit dieser Messfunktion, die speziell zum Vermessen von Gear Skiving Werkzeugen entwickelt wurde, kann diese Aufgabe des Voreinstellens und Vermessens extern und während der Produktionsnebenzeiten umgesetzt werden.
Diese Option hat HAIMER nun nochmals weiterentwickelt und verbessert, so dass sie für den Bediener entlastend ist, die Qualität am Werkstück nochmals optimiert und die Gesamtleistung und Produktivität erheblich erhöht wird. Mithilfe der optimierten Funktion kann der Anwender mit hoher Wiederholgenauigkeit die korrekten Daten der Schneide ermitteln und natürlich digital an die Werkzeugmaschine übertragen. Darüber hinaus kann dieser Messvorgang über ein entsprechendes Mess-Makro auf dem Voreinstellgerät automatisiert werden, so dass alle Mitarbeiter dieses Gerät bedienen können, um die komplexe Vermessung der Werkzeuge ohne tieferes Know-How umzusetzen.
Das System, das mit digitaler Kamera ausgestattet wurde, ist um +/- 25° schwenkbar um sich der Schneidenlage anzupassen. Diese Funktion erlaubt es Maschinenbedienern, Werkzeuge zum Gear Skiving auf komplett neue Art und Weise voreinzustellen und zu vermessen. Gleichzeitig kann die Maschine durchlaufen, da in den Produktionsnebenzeiten eingestellt werden kann, was wiederum die Produktivität insgesamt immens steigert.
Mit dieser speziellen Technologie können natürlich ebenfalls weiterhin die Standardwerkzeuge vermessen werden und auch diese Daten sind an die Werkzeugmaschinen übertragbar. Das macht das VIO Linear Voreinstellgerät von HAIMER Microset zum perfekten Allrounder und die äußerst vielseitig einsetzbare Technologie ist attraktiv für all diejenigen, die auf ihren Dreh-/Fräsmaschinen Gear Skiving Bearbeitungen durchführen oder auch für all diejenigen die einfach nur die Werkzeuge effektiv vermessen wollen.
HORN-WÄLZSCHÄLWERKZEUGE
Horn-Wälzschälwerkzeuge sind auf jeden Anwendungsfall speziell abgestimmt und konstruiert. Jede Anwendung wird von den Horn-Technikern vor der Umsetzung auf die Machbarkeit geprüft und die Werkzeugauslegung sowie die Empfehlungen für den Prozess mit dem Anwender besprochen.
Das Produktportfolio von Horn umfasst ein breites Werkzeugprogramm zur Herstellung von unterschiedlichen Verzahnungsgeometrien von Modul 0,5 bis Modul 30. Ob Verzahnungen an Stirnrädern, Welle-Nabe-Verbindungen, Schneckenwellen, Kegelrädern, Ritzeln oder an kundenspezifischen Profilen, alle diese Zahnprofile lassen sich mit den Werkzeugen zum Fräsen oder Nutstoßen äußerst wirtschaftlich herstellen.
Einen weiteren Beweis der Kompetenz beim Verzahnen bietet das Programm Wälzschälen. Das Verfahren ist seit über 100 Jahren bekannt. Eine breitere Anwendung findet es aber erst, seit Bearbeitungszentren und Universalmaschinen mit vollsynchronisierten Spindeln und verfahrensoptimierter Software die Anwendung dieser hochkomplexen Technologie ermöglichen.


Wenn Sie im High Feed-Fräsen einen Schritt weiter gehen wollen.
Mehr Schliessen
25 neue Varianten
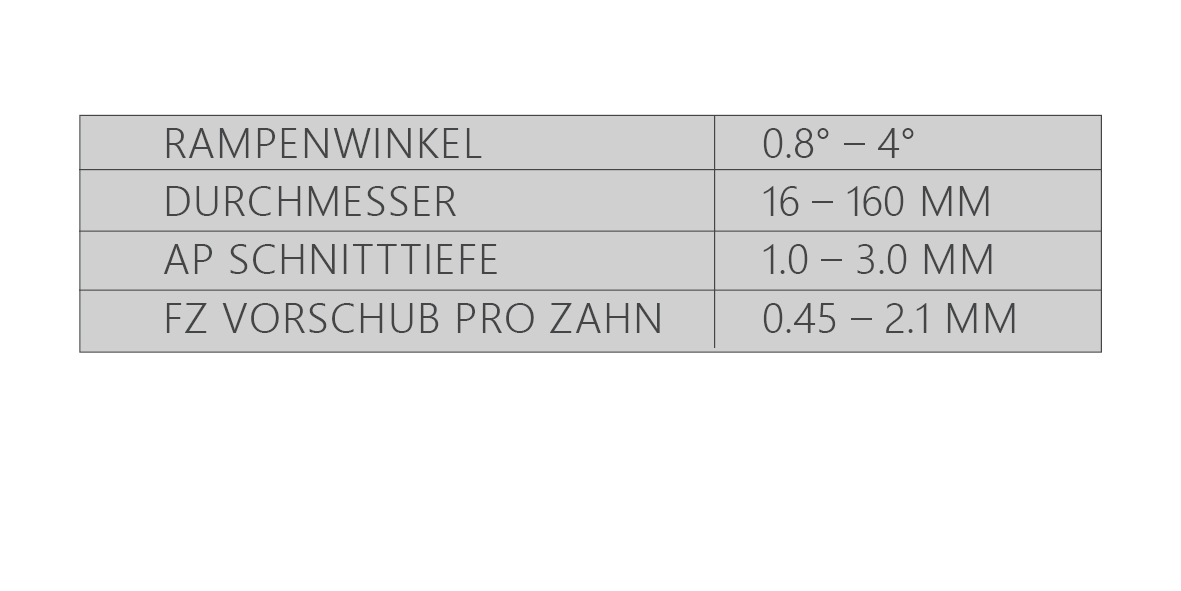

Für das Fräsen von anspruchsvollen, sprödharten Materialien und Serienteilen stehen für die wirtschaftliche Bearbeitung Mehrzahnfräser aus 4 verschiedenen Schneidstoffen, wie PKD, CVD-D, UltraDiamant und CBN (in mehreren Varianten wie H, P, K, S oder X), zur Verfügung.

„Einsatzgebiete der Schneidstoffe.“
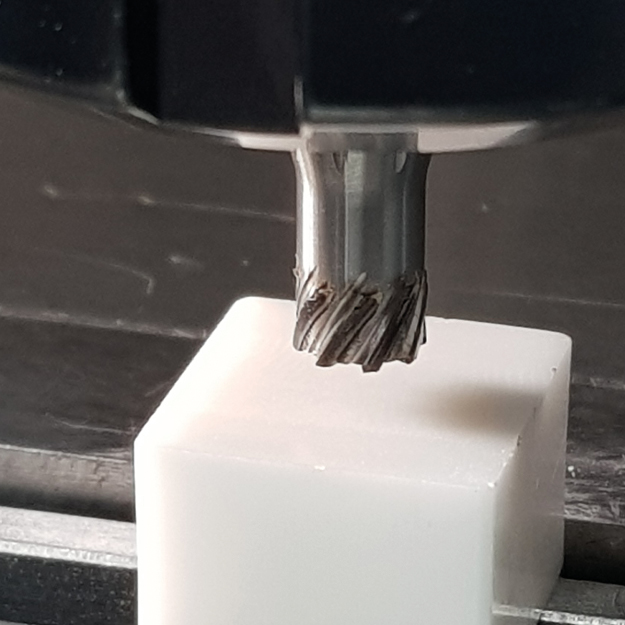
„Fräsen von Zirkonoxid Keramik mit einem DTS Diamant Mehrzahnfräser.“

„Produktübersicht: Gelaserte Diamant- und CBN Werkzeuge von DTS.“

Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Läng-Dreher unterwegt, bei unserem Kunden Neida Bärtschi in Biberist. Mit dem Thema: Sonderbohrwerkzeuge

Extra schlanke Schrumpffutter/Steilkegel-Aufnahmen auch mit Plananlage/Power Clamp Nano NG i4.0/Power Clamp Air i4.0/Tool Dynamic TD Comfort Plus i4.0/Microset VIO linear toolshrink
Mehr Schliessen







Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Läng-Dreher unterwegt, bei unserem Kunden Neida Bärtschi in Biberist. Mit dem Thema:Grosse Standardauswahl mit unserem Partner Whizcut.

WINDKRAFTANLAGENKOMPONENTE PLANETENTRÄGER: AVANTEC-SCHEIBENFRÄSER MAXIMIEREN ZEITSPANVOLUMEN, VERLÄNGERN STANDWEG, SENKEN KOSTEN
Mehr Schliessen
Von den Zukunftsaussichten zum Ort des Geschehens, dorthin wo diese Zukunft gemacht wird – in die spanende Fertigung. Die steht in Oberösterreich und zerspant wird eine Komponente für den Antriebsstrang von Windkraftanlagen – der Planetenträger. Zwei Avantec-Werkzeuge fräsen seit gut 5 Jahren die inneren Flächen, in denen später die drei Planetenräder sitzen. Der Scheibenfräser TB18 schruppt die Flächen, der Doppel-Scheibenfräser TB18 Xtra schlichtet sie, beide mit Ø 160 mm. Als die beiden TB18er die bis dato eingesetzten Werkzeuge abgelöst hatten, ging das einher mit beeindruckend besseren Werten beim Standweg und beim Zeitspanvolumen. Aus der gesteigerten Prozesssicherheit und dem Produktivitätsschub wurde ein Kostenvorteil von rund 40%. Das soll aber noch lange nicht alles an Wertschöpfung gewesen sein. Die umfassende Prozesserfahrung und die Tatsache, dass beide TB18-Scheibenfräser eine extrem hohe Laufruhe auszeichnet, hat der Kunde zu nutzen gewusst. 18% mehr Drehzahl und 38% mehr Vorschub auf dem HSK-A100-WZM gingen zwar auf Kosten des Standwegs, der um 13% abnahm, aber das Zeitspanvolumen wurde so um weitere 38% gesteigert. Die Kosten für Maschinenstunden und Wendeschneidplatten sind, Stand heute, pro Teil um mehr als die Hälfte reduziert worden. Mit den TB18ern wird auf drei Maschinen im 3-Schicht-Betrieb an sechs Tagen die Woche gefertigt. Alles Teile, die für mehr Energie aus erneuerbaren gebraucht werden. Das ist gut so – vor allem fürs Klima.
„Mit den TB18ern wird auf drei Maschinen im 3-Schicht-Betrieb an sechs Tagen die Woche gefertigt. Alles Teile, die für mehr erneuerbare Energie gebraucht werden.
Das ist gut so – vor allem fürs Klima.”
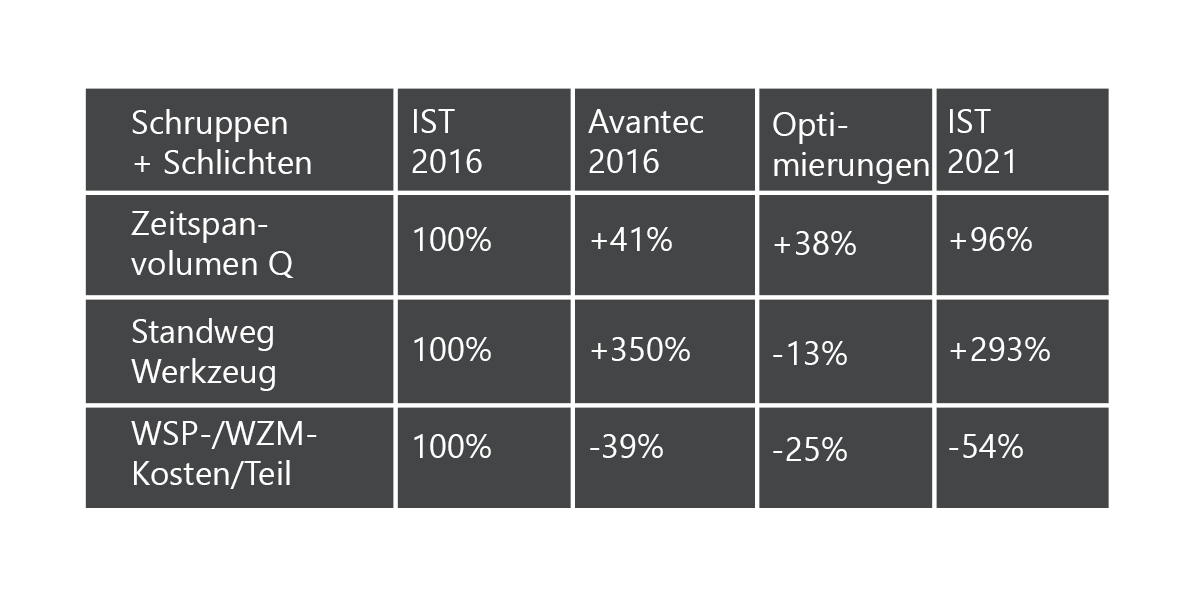

Zur Erfolgsstory aus Österreich vorab ein paar Daten und Fakten: 1994 wurde in Wagram an der Donau das erste moderne Windrad zur Stromerzeugung aufgestellt mit einer Leistung von 1 MW. Heute, 27 Jahre später, stellen über 1300 Windräder die Leistung von gut 3400 MW bereit. Die österreichische Regierung plant, bis 2030 die Stromversorgung zu 100% auf erneuerbare Energieträger umzustellen. Insgesamt 27TWh sollen aus Wasser-, Wind- und Solarenergie stammen. 10 TWh soll die Windkraft dazu beitragen. Um dieses Ziel zu erreichen, müssen bis 2030 jährlich 120 neue Anlagen in Betrieb genommen werden. Viele europäische Länder haben ähnliche Zielvorgaben.

Fertigungslösungen, Technologie von morgen, Sicherheit, Nachhaltigkeit, Innovationen … es gibt so viele Schlagwörter, die uns tagtäglich begleiten, deshalb lassen Sie sich von uns inspirieren!
Die TECH NET Tage finden in Mönchaltorf bei der Reimmann AG statt. Folgende sieben Partnerunternehmen werden an diesem Event ihre Produkte und Dienstleistungen präsentieren: Blaser Swisslube, DIHAWAG, Mitutoyo, Reimmann, Vischer & Bolli, Walter sowie X-DATA.
Als Gast-Aussteller ist die Zürich Versicherung vor Ort und nimmt Sie mit auf eine interessante Reise zum Thema Cyber-Awareness und -Security aus Sicht der Unternehmen und die der Angreifer.
Fokus der TECH NET Tage ist und bleibt die Umsetzung in der Praxis, lassen Sie sich von uns inspirieren. Überzeugen Sie sich an einem der vier Eventtage in Mönchaltorf von vielen Ideen! Eine Attraktion auf vier Rädern mit einer Beschleunigung von 0 auf 100km/h in 1,513 Sekunden haben wir ebenfalls für Sie bereit.
Die Eventtage richten sich an alle Fachleute von der AVOR über die Planung und Programmierung, Produktion, Qualitätsmanagement bis zu den Entscheidungsträgern.
Bitte reservieren Sie sich die Daten! Wir freuen uns auf Sie!
Viedoserie Dominik Läng – Dreher
Mehr SchliessenUnser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Torx oder 6-kant einfacher fertigen?
Viedoserie Dominik Läng – Dreher
Mehr SchliessenUnser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Tieflochbohren auf einer Langdrehmaschine?

In der neusten Ausgabe finden Sie unter anderem folgende, interessante Themen:
Mehr Schliessen


Die Hochleistungsschicht IG6 ist für die Horn-Werkzeugsysteme S224 und S229 ab Lager lieferbar.
Mehr Schliessen
Weniger als 0,005 mm dick, aber aus der modernen Werkzeugtechnologie nicht mehr wegzudenken: Werkzeugbeschichtungen ermöglichen Standzeiterhöhungen im Vergleich zu unbeschichteten Hartmetall-Werkzeugen von über 1.000 Prozent. Mit den Entwicklungen der Hochleistungsschichten IG6 und SG3 zeigen die Ingenieure der Paul Horn GmbH in Tübingen ihr Wissen über die Werkzeugveredelung. Die kupferfarbene Aluminium-Titansiliziumnitrid-Schicht (AlTiSiN) IG6 zielt auf den Einsatz der Zerspanungsgruppen P und M mit den Stechsystemen S224 und S229 ab. Die Schicht bietet in Verbindung mit dem angepassten Hartmetallsubstrat höhere Schnittgeschwindigkeiten und um ein Vielfaches höhere Standzeiten in der Bearbeitung von Stählen der genannten Zerspanungshauptgruppen. Die Schneidplatten sind als Standard ab Lager verfügbar. Für Sonderformen sind die Werkzeuge auch als Horn-Greenline-Auftrag innerhalb von fünf Arbeitstagen nach Zeichnungsfreigabe durch den Kunden lieferbar.
Die Sorte SG3 zielt auf den Einsatz bei Titan- und Superlegierungen sowie auf das Hartdrehen und Hartstechen ab. Die maximale Einsatztemperatur der Schicht liegt bei 1.100 Grad Celsius. Die von Horn entwickelte Schicht bietet hohe Leistungen bei der Bearbeitung von schwer zerspanbaren Werkstoffen. Nachdem sich die positiven Eigenschaften der Werkzeugbeschichtung bei ausgewählten Horn-Werkzeugsystemen bestätigt haben, ist die Sorte ab sofort auch für das Supermini-System Typ 105 ab Lager verfügbar. Die Inhouse-Beschichtung stellt die gleichbleibend hohe Qualität sowie schnelle Lieferzeiten sicher.
Horn hat sich in den letzten 15 Jahren ein hohes Know-how in der Beschichtung von Präzisionswerkzeugen erarbeitet. Anfangs waren es fünf Mitarbeiter und eine Beschichtungsanlage. Nun arbeiten über 50 Mitarbeiter an vierzehn Anlagen und der zugehörigen Peripherie in der Abteilung Beschichtung. Darüber hinaus entwickeln und forschen Ingenieure ständig an neuen und bestehenden Schichten – immer mit dem Ziel, die Werkzeugschichten noch leistungsfähiger zu gestalten. Horn investiert ständig in neue und moderne Technologien. Im Jahr 2015 lieferte das Unternehmen CemeCon die weltweit erste von drei HiPIMS-Anlagen an Horn. Die High-Power-Impulse-Magnetron-Sputtering-Technologie bringt einige Vorteile und neue Möglichkeiten in der Beschichtung von Präzisionswerkzeugen. Sie ermöglicht den Aufbau von sehr dichten und kompakten Beschichtungen, welche gleichzeitig sehr hart und zäh sind. Die Schichten haben eine sehr homogene Struktur und weisen auch bei komplexen Werkzeuggeometrien eine gleichmäßige Schichtdicke auf.
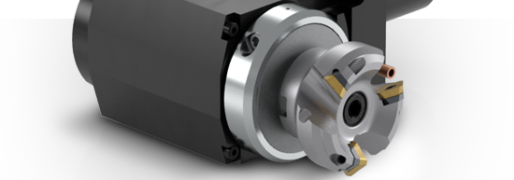
Mit EWS-„Varia VX“ führen Sie den Werkzeugwechsel schneller durch als Ihre Wettbewerber!
Mehr Schliessen
Mit EWS-„Varia VX“ führen Sie den Werkzeugwechsel schneller durch als Ihre Wettbewerber! Sie profitieren durch eine axiale, querkraftfreie Dreipunktspannung vom optimalen Rundlauf und haben durch die gefahrlose Einhandbedienung, außerhalb der Schneidenbereiche, auch in Punkto Arbeitssicherheit die Nase vorn.
IHRE VORTEILE

Das Substrat und die Geometrie lassen sich leicht auf den zu bearbeitenden Prozess abstimmen.
Mehr Schliessen
Für das produktive Gewindefräsen bis zu einem Bohrungsdurchmesser von 8 mm erweitert die Paul Horn GmbH ihr Zirkularfräsportfolio. Die Präzisionswerkzeuge des Typs 304 sind für die Fertigung von Gewinden als Teilprofil und Vollprofil verfügbar. Mit dem dreischneidigen Frässystem 304 bietet Horn eine vielseitige Lösung für das Nutfräsen, Ausspindeln und Anfasen. Die Schneidplatte mit einem Schneidkreis von 7,7 mm zeigt sich in Verbindung mit dem schwingungsdämpfenden Hartmetallschaft flexibler gegenüber dem Einsatz von Vollhartmetall-Nutfräsern. Das Substrat und die Geometrie lassen sich leicht auf den zu bearbeitenden Prozess abstimmen. Die innengekühlten Schäfte
ermöglichen eine zielgerichtete Kühlung der Kontaktzone.
Das Zirkularfrässystem von Horn bietet dem Anwender eine Reihe von Verfahrensvorteilen: Es ist schnell, prozesssicher und erzielt gute Oberflächenergebnisse. Dabei taucht das auf einer Helixbahn geführte Werkzeug schräg oder sehr flach in das Material ein. Dadurch lassen sich beispielsweise Gewinde in reproduzierbar hoher Qualität herstellen. Im Vergleich zur Bearbeitung mit Wendeschneidplatten bei größeren Durchmessern, oder VHM-Fräsern bei kleineren Durchmessern, ist Zirkularfräsen in der Regel wirtschaftlicher. Zirkularfräser haben ein breites Einsatzgebiet. Sie bearbeiten Stahl, Sonderstähle, Titan oder Sonderlegierungen. Die Präzisionswerkzeuge eignen sich besonders für die Prozesse Nutfräsen, Bohrzirkularfräsen, Gewindefräsen, T-Nutfräsen und Profilfräsen.

AGENT SPAN – DIHAWAG ERMITTELT! Agent Span präsentiert knifflige Fälle die ihm von Kunden zugetragen wurden.
Mehr Schliessen
Branche
Medizintechnik
Ausgangslage
Das Werkstück muss durchsichtig und ohne Brauen gefräst werden. Der bisherige Fräser erreichte keine 50 Stk. Standzeit.
Ziel: Verbesserung der Prozesssicherheit und eine schnellere Herstellung der Bohrung.
Material
Polymethylmethacrylat (PMMA)
Maschine
HSM 400
Verwendetes Werkzeug
Zecha Iguana (915.F3.100.050)
Durchmesser: Ø 0.5 mm
Länge: 0.7 mm
Beschichtung: Diamant, Doppelseitig geschärft
Schneidezahl: 3
Resultat
Der neu eingesetzte Fräser, Iguana 915 von ZECHA eignet sich sehr für die geforderte Bearbeitung
3.5-facher Vorschub gegenüber dem vorher eingesetzten Alu VHM Fräser bei besserer Qualität (brauenfrei).
„Durch die Schnittigkeit konnten die Vorbearbeitungen optimiert und somit eine Ersparnis der Gesamtbearbeitungszeit von 30% erzielt werden.“

DIAMANTWERKZEUGE MIT SCHARFER KANTE – HIGH-END FRÄSERSERIE BRILLIERT MIT LASERBEARBEITETER DIAMANTSCHICHT
Diamantbeschichtete Hartmetallwerkzeuge gelten schon seit langem als ideale Lösung, um schwerzerspanbare Werkstoffe wie NE-Metalle oder faserverstärkte Kunststoffe zu bearbeiten. Nun hebt die ZECHA Hartmetall-Werkzeugfabrikation GmbH aus Königsbach-Stein diese Werkzeuggattung auf eine neue Qualitätsstufe, indem sie bei der neuen High-End Fräserlinie IGUANA auf laserbearbeitete Schneidkanten setzt. In Sachen Schneidkantendefinition und Schärfe werden hier neue Dimensionen eröffnet.

„optima II“ – Das kleine Kraftpaket.
Für die erste und zweite Aufspannung. Mit einer Spannkraft von 30 kN und einer Wiederholgenauigkeit von 0.01 mm!
5-Achs-& Zentrumspanner
hemo Zentrumspanner heben sich durch ihre hochpräzise Wiederholgenauigkeit sowie der dazu notwenigen steifen Bauweise hervor. Die Verkettung von Präzision, Modularität, Zugänglichkeit, und das einfache Handling unserer Spannmittel, ermöglichen Ihnen eine perfekte Bearbeitung Ihrer Werkstücke.
JETZT AKTIONSPAKET SICHERN !


60 Jahre Innovation is Our Tool
Mehr Schliessen
Jetzt anmelden: Jubiläum URMA
Das 60 Jahre Jubiläum wollen wir als Chance nutzen, um auch Ihnen einen Einblick in die Unternehmung bieten zu können. Am 11. August werden wir von 09.00 – 16.00 Uhr unsere Türen öffnen und laden Sie ganz herzlich für einen Besuch ein. Dabei wird ein ganz besonderer Gast auf Sie warten: Der Formel 1 Rennwagen von HAAS.
Wir freuen uns, Sie am DIHAWAG Stand bei unserem Partner URMA zu begrüssen.
ermöglichen prozesssicheres Einfädeln des Stangenmaterials bzw. des Werkstücks in die Spannzange.
Mehr Schliessen
EINFÜHRHILFE
Auf der Hauptspindel wird das Stangenmaterial von hinten in die Spannzange eingefädelt. Damit das Einfädeln prozesssicher ablaufen kann, wird eine Einführhilfe im Schaft der Spannzange angebracht. Dadurch wird sichergestellt, dass das zuzuführende Stangenmaterial sich nicht verkantet. Ihre Anwendung findet sie vor allem bei kleinen Durchmessern (Angelruteneffekt). Zusätzlich nimmt die Einführhilfe die Vibrationen des zu bearbeitenden Materials auf und hält dieses axial ausgerichtet.
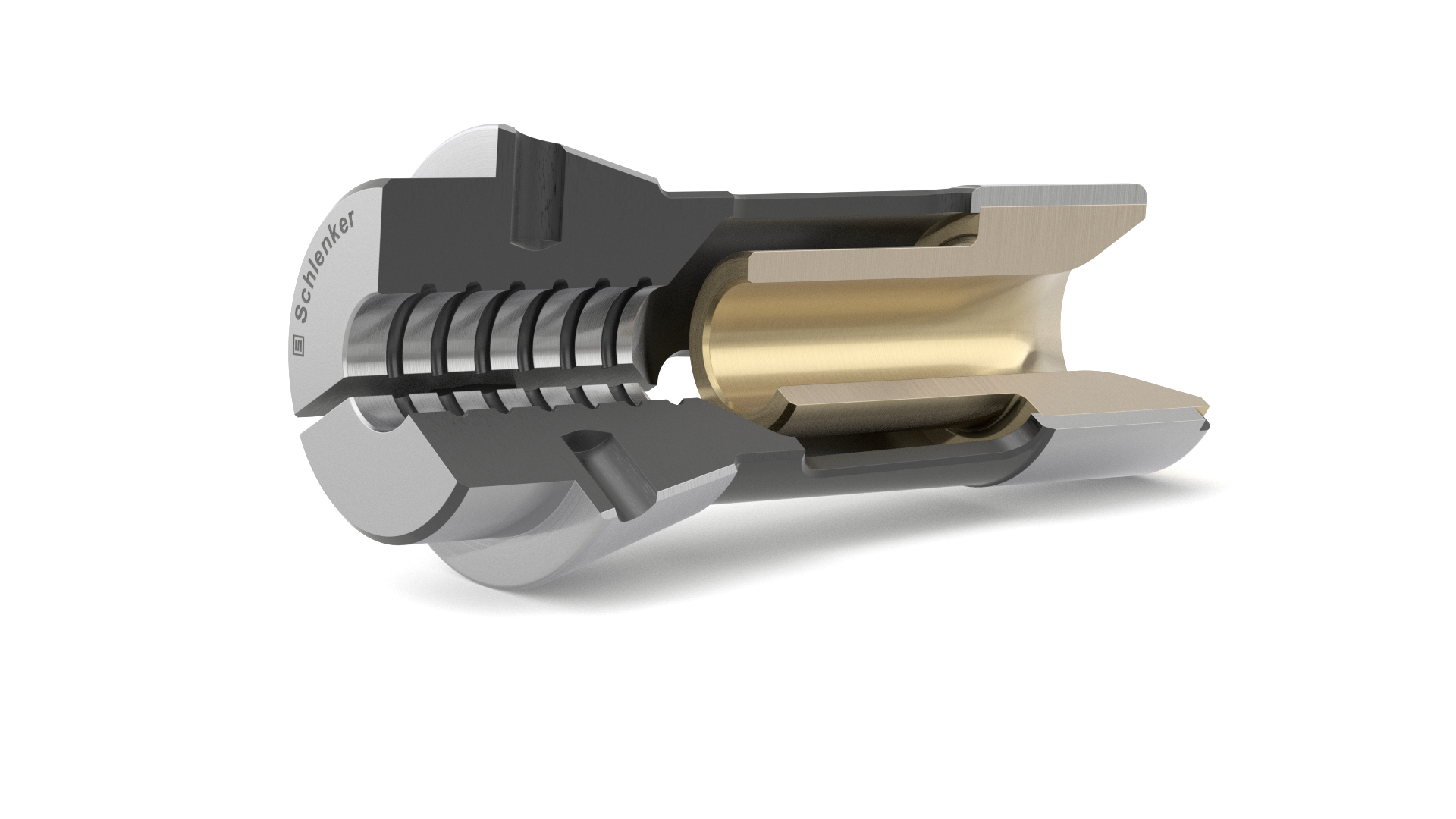
BUCHSE
Die Buchse ist eine alternative Ausführung zu der Einführhilfe und wird hauptsächlich auf der Hauptspindel verwendet. Ihre Anwendung findet sie vor allem bei mittleren bis großen Durchmessern. Die Buchse wird im Schaftbereich der Hauptspindelspannzange angebracht, dadurch hilft sie beim Einfädeln des Stangenmaterials und verhindert gleichzeitig das Verkanten des Materials. Zusätzlich nimmt sie ebenfalls die Vibrationen des zu bearbeitenden Materials auf, stützt es im hinteren Bereich und hält es axial ausgerichtet.
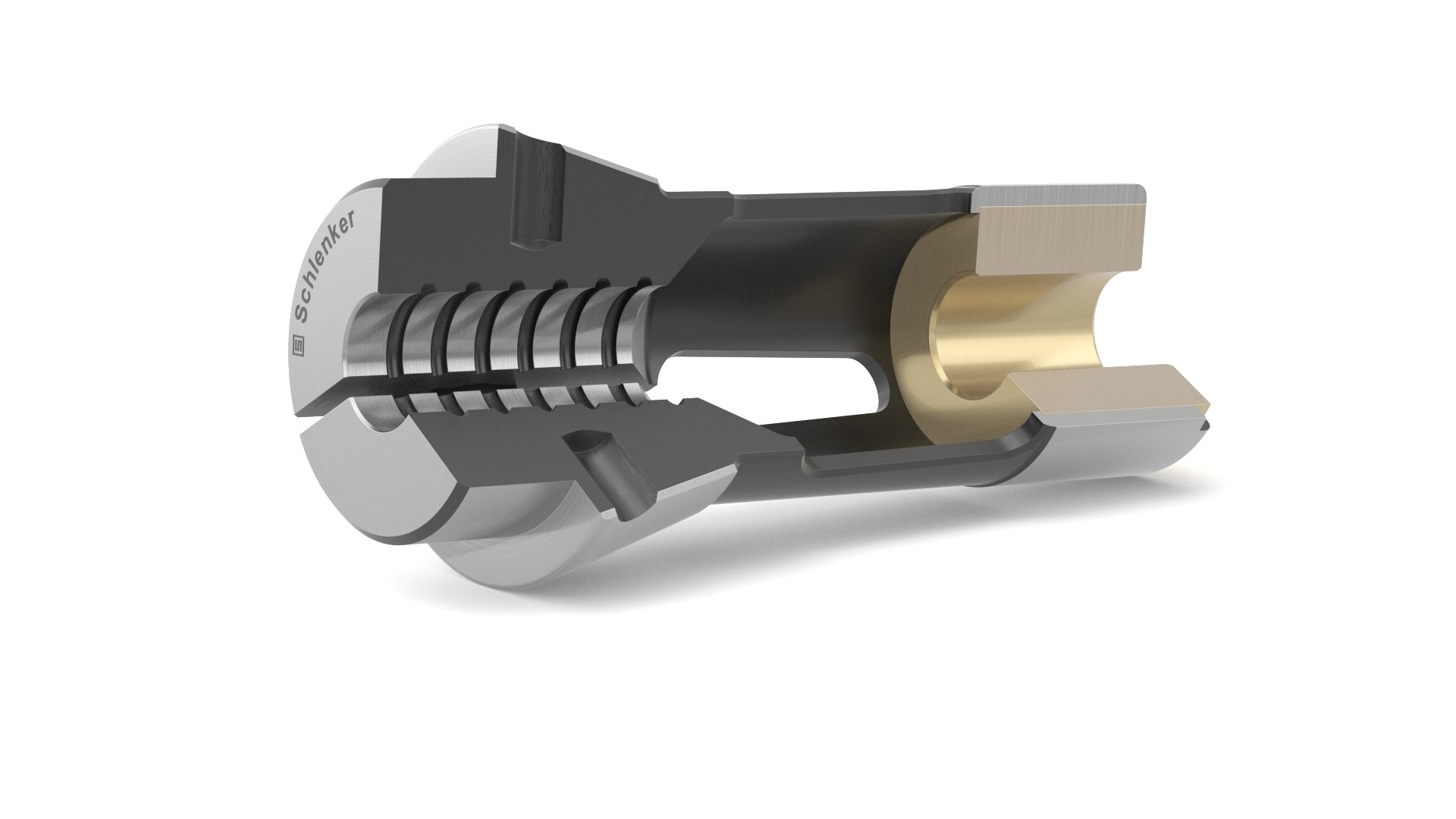
STÜTZBUCHSE
Das Abgreifen von Werkstücken findet auf der Gegenspindel statt. Bei langen Werkstücken wird eine Stützbuchse im Schaftbereich der Gegenspindelspannzange angebracht. Diese minimiert Vibrationen da das Werkstück auf der gesamten Länge gestützt und in der Achse gehalten wird. Gleichzeitig wird auch das Auswerfen prozesssicher ermöglicht.
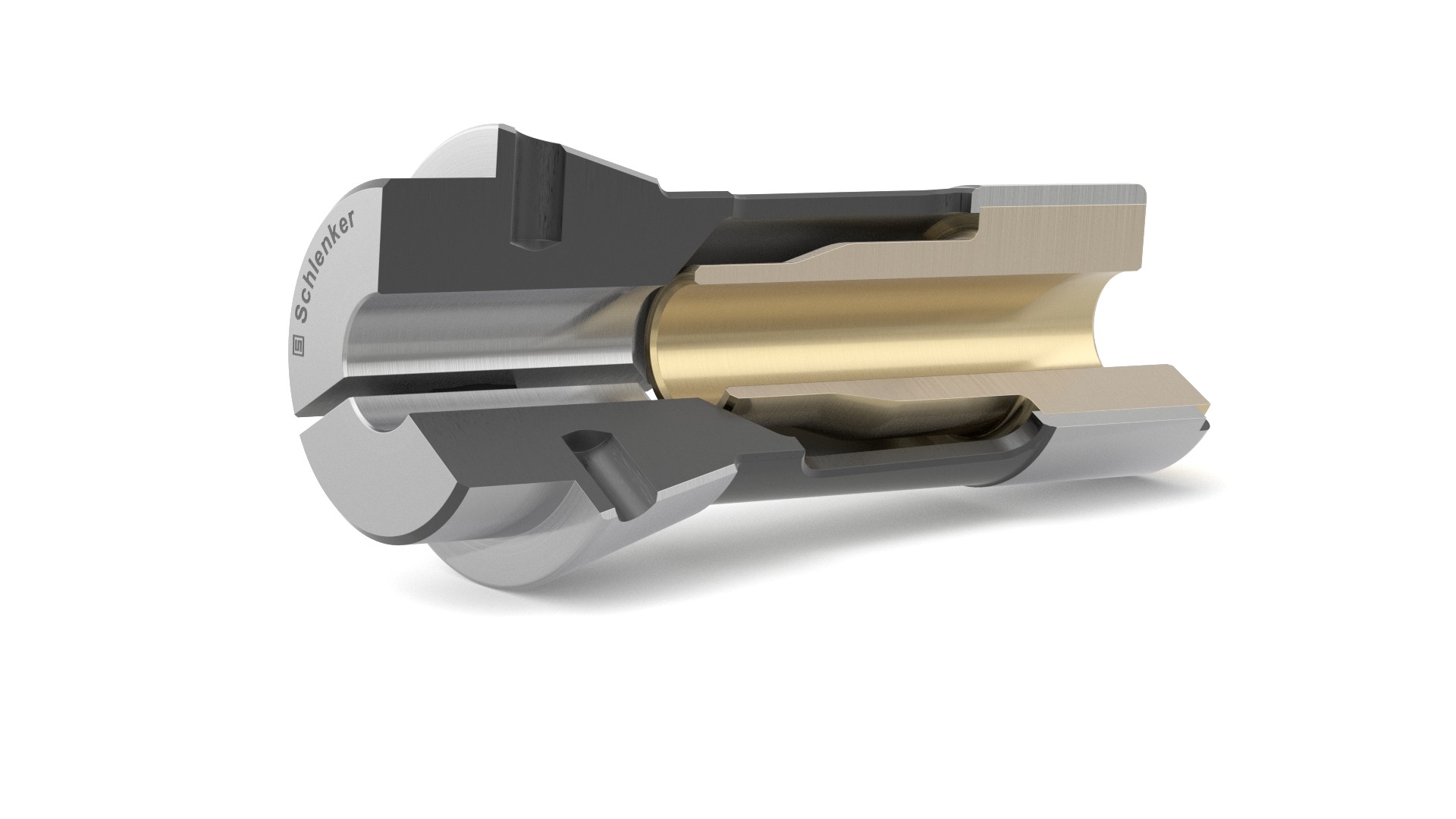
Wir suchen Sie!
Mehr SchliessenZur Stärkung unserer Verkaufsorganisation suchen wir für die Region Zentralschweiz, Aargau eine kommunikative und
technisch versierte Persönlichkeit als
Techn. Verkaufsberater im Aussendienst (m/w) 100%

Die neuen URMA Antivibrationsbohrstangen «VAS» sind kombinierbar mit weiteren Standardkomponenten wie Verlängerungen oder Reduktionen.
Mehr Schliessen
Ausdrehen (oder Spindeln) von tiefen Bohrungen gehört zu den anspruchsvollsten Zerspanungsaufgaben. Um Vibrationen zu vermeiden können tiefe Bohrungen meistens nur mit massiven Einschränkungen in Bezug auf Schnittparameter und Werkzeugauslegung zerspant werden. Um diesen Nachteilen entgegen zu wirken sind seit einiger Zeit Antivibrationsbohrstangen von verschiedenen Herstellern auf dem Markt. Diese sind aber meistens teure Lösungen, die dem Anwender wenig Flexibilität bieten. Und genau hier setzt URMA mit dem VASSystem an. VAS steht dabei für «Vibration-Absorbing System».
Vibration-Absorbing System (VAS)
Die neuen URMA Antivibrationsbohrstangen «VAS» sind kombinierbar mit weiteren Standardkomponenten wie Verlängerungen oder Reduktionen.
„Unlimitierte Möglichkeiten von Werkzeugkombinationen ermöglichen vibrationsfreie Bearbeitungen im Bereich Fräsen, Bohren sowie Aufbohren und Feindrehen mit Auskraglängen bis 11xD.“


Das Fräsen von Graphit und anderen hartspröden NE-Werkstoffen stellt durch außergewöhnliche Eigenschaften eine besondere Herausforderung dar. Nichtsdestotrotz ist der Werkstoff Graphit ein fester Bestandteil im Werkzeug- und Formenbau sowie in der Medizintechnik und nicht mehr wegzudenken. Speziell für diese Trocken- oder Nassbearbeitung von Graphit hat die ZECHA Hartmetall-Werkzeugfabrikation GmbH die bewährten und patentierten SEAGULL®2-Fräser um eine innovative Serie ergänzt.
In der Bearbeitung von sehr dünnwandigen und filigranen Graphitformen ist häufig zu hoher Schnittdruck der Grund von fehlerhaften Konturen, Oberflächen und Maßhaltigkeit. Die
höchststabilen Kugel- und Torusfräser der SEAGULL®2-Familie mit extrem kurzer Schlichtschneide und spezieller Geometrie sind diesen schwierigen Anforderungen in der Elektrodenfertigung bestens gewachsen. Die patentierte, sehr kurze Schneide der SEAGULL®2-Fräser ermöglicht im speziell entwickelten Zusammenspiel von Hartmetall, Diamantbeschichtung und Geometrie ein leichtschneidendes Fräsen von Graphit und anderen hartspröden NE-Werkstoffen – sowohl trocken als auch nass. Die High-End-Fräserlinien, 567 und 577, warten mit extrem engen Toleranzen auf. Bevor das Werkzeug ZECHA verlässt, wird es vermessen und das Verpackungsetikett für höchste Prozesssicherheit mit den Ist-Werten versehen. Die Lösung für preisbewusste Anwender, die auf hervorragende Qualität setzen, wird mit den SEAGULL®2-Qualitäts-Fräsern der Serien 568 und 578 geboten.
SEAGULL®2 576.T3 – VHM-Torusfräser mit kurzer Schlicht- und langer Schruppschneide
Die aus der internen Forschungs- und Entwicklungsabteilung stammende neue Serie der SEAGULL®2-Familie sind die Torusfräser 576.T3. Mit ihren drei Zähnen sind sie eine Besonderheit am Markt und schaffen aufgrund ihrer kombinierten Geometrieeigenschaften und Schneidenabmessungen viel Spanraum für Zerspanvolumen und eine hohe Abtragsleistung beim Schruppen sowie feinste Eingriffsverhältnisse zum Schlichten. Dadurch wird bei der Bearbeitung von schmalen und tiefen Konturen der Schnittdruck für exzellente Oberflächen und maximale Standzeiten minimiert. Die spezielle Geometrie ermöglicht Rundlaufgenauigkeiten von 0,003 mm und Durchmessertoleranzen
von – 0/0,010 mm bei einem Durchmesser kleiner 6,0 mm und einer Länge unter 70 mm. Der einzigartige lange Nutauslauf bei einer Vielzahl an neuen Eckenradien realisiert auch in tiefen Konturen den Materialabtrag und verkörpert ein passendes Werkzeug für jedes Elektrodenuntermaß.
Die innovativen SEAGULL®2-Fräser mit ihrer ausgeklügelten Geometrie bieten neue Möglichkeiten in der Trocken- und Nassbearbeitung von Graphit und anderen hartspröden NE-Werkstoffen. Neue Erkenntnisse und künftige Weiterentwicklungen werden sicher nicht lange auf sich warten lassen.

„Das Horn-System DS zum dynamischen HPC-Fräsen spielt insbesondere bei dynamischen Schruppbearbeitungen sowie bei klassischen Schruppzyklen seine Stärken aus.“
Mehr Schliessen
Die Paul Horn GmbH erweitert das Portfolio seiner Vollhartmetall-Schaftfräser des Typs DS um eine neue Hochleistungsgeometrie. Diese zielt auf das HPC-Fräsen (High Performance Cutting) von hochfesten Stählen mit hohen Zeitspanvolumen ab. Insbesondere bei dynamischen Schruppbearbeitungen sowie bei klassischen Schruppzyklen spielt das System seine Stärken aus. Die ungleichen Drallwinkel und die dadurch resultierende ungleiche Zahnteilung ermöglichen eine hohe Laufruhe im Einsatz. Die optimierte Stirngeometrie der Werkzeuge reduziert den Schnittdruck beim Eintauchen in einer Helix oder in der Rampe. Die verbesserten Spanräume bieten im Einsatz eine hohe Prozesssicherheit in der Spanformung und in der Spanabfuhr. Auch beim Schlichten zeigt das System seine Stärken. Durch die hohe Laufruhe lassen sich beispielsweise beim Umsäumen hohe Oberflächengüten erzeugen.
Das HPC-Fräsen mit hohen Zeitspanvolumen in hochfesten Stählen stellt hohe Anforderungen an die eingesetzten Werkzeuge. Neue Hartmetall-Substrate sowie neue Technologien in der Werkzeugbeschichtung ermöglichen dies. Horn setzt bei den Fräsern auf die Sorte ES3P mit einer HiPIMS-Beschichtung.
Die High-Power-Impulse-Magnetron-Sputtering-Technologie bringt folgende Vorteile und neue Möglichkeiten in der Beschichtung von Präzisionswerkzeugen. Sie ermöglicht den Aufbau von sehr dichten und kompakten Beschichtungen, welche gleichzeitig sehr hart und zäh sind. Die Schichten besitzen eine sehr homogene Struktur und zeigen auch bei komplexen Werkzeug-Geometrien eine gleichmäßige Schichtdicke auf. Die Beschichtung weist eine sehr hohe Schichthaftung auf und sorgt daher für eine hohe Schneidkantenstabilität. Durch die hohe Temperaturbeständigkeit dient die Schicht als Hitzeschild, um die Wärmeeinleitung in das Hartmetall zu verringern.

EPHJ
14 – 17 Juni 2022 Palexpo, Genf
Willkommen an unserem Stand E02!
Sind Sie bereit, unsere Neuheiten zu entdecken?
Wir freuen uns auf Ihren Besuch.
Eine kostenlose Eintrittskarte erhalten Sie hier: Besucherticket
Ihr DIHAWAG HORLOGERIE Team

Mit Neuheiten im Langdrehbereich unter anderem der neue WhizCut Y-Achsen Halter und das patentierte WhizTwin Abstech- und Stechsystem mit zwei Schneiden, sorgen gemeinsam für perfekte Spanabfuhr bei maximaler Stabilität.

Wer zum Werkzeugeinsatz die richtigen Parameter sucht, kann im neuen ZECHAshop, den vollständig im Online-Shop integrierten, Schnittdatenrechner nutzen.
Mehr Schliessen
Wer zum Werkzeugeinsatz die richtigen Parameter sucht, kann im neuen ZECHAshop, den vollständig im Online-Shop integrierten, Schnittdatenrechner nutzen.
Unter folgendem Link finden Sie Anleitung und LogIn.
In der neusten Ausgabe finden Sie unter anderem folgende, interessante Themen:
Mehr Schliessen

Videoserie Dominik Läng – Dreher
Mehr Schliessen
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Werkzeugwechsel von rotierenden Werkzeugen.

Das HORN-Stechsystem S274
Mehr Schliessen
„22.500 Einstiche an einem Durchmesser von 0,7 mm – Dann drehen wir die Schneidplatte“, erzählt Michael Diethelm, Maschinenbediener bei der Aeschlimann AG in Lüsslingen. Für das Profilstechen eines Elektronik-Bauteils setzen die Verantwortlichen nach der Prozessoptimierung auf das HORN-Stechsystem S274. „HORN ist für seine Lösungen zur Bearbeitung von Mikrobauteilen bekannt…“
Den ganzen Anwenderbericht finden Sie hier:

Videoserie Dominik Läng – Dreher
Mehr Schliessen
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Spannzangen mit Beschichtung

Seit über 40 Jahren beschäftigt sich die Firma DIHAWAG mit den hochharten Schneiden und wir haben uns in dieser Zeit ein
grosses Wissen aufgebaut. Dank der intensiven Zusammenarbeit mit unseren Technologiepartnern konnten wir uns ein einzigartiges
Werkzeugportfolio aufbauen, welches auf die Bedürfnisse der Schweizer Kunden abgestimmt ist.
Unsere Partner:
DTS – Diamond Tooling Systems
Paul Horn
Zecha

Wir wünschen unseren neuen Kollegen (Eintritte ab 1.5.21) viel Spass und Erfolg für die neue Herausforderung!
Mehr Schliessen



Wir laden Sie herzlich zu einem Besuch an unseren Stand E10/F11 in der Halle 1.2 ein.
Neben unserem Hauptthema „Hochharte Schneiden – Mit drei Champions zum Gipfel“ zeigen wir Ihnen weitere Highlights aus den Bereichen Medical, Horlogerie, Décolletage und Spanntechnik!
Wir freuen uns, Sie persönlich begrüssen zu dürfen!
Eine kostenlose Eintrittskarte erhalten Sie unter

Horn erweitert das Nutstossportfolio um Werkzeuggeometrien zum Stossen von Innenvierkante.
Mehr Schliessen
Je nach Schlüsselweite des zu fertigenden Innenvierkants kann der Anwender zwischen den Systemen N105, N110 und N117 die passende Werkzeuggrösse wählen. Die Systeme N105 und N110 eignen sich für Schlüsselweiten von 4 mm bis 13 mm. Für Schlüsselweiten von 13 mm bis 22 mm kommt das System N117 zum Einsatz.
Eine Weiterentwicklung des Portfolios zeigte Horn bereits im Jahr 2019 mit den innengekühlten Werkzeugträgern. Die neuen Werkzeugträger bieten KSS-Austritte durch die Unterstützung und seitlich der Unterstützung des Plattensitzes für die optimierte Kühlung beim Nutstossen. Des Weiteren wurden auch die Geometrien für den Einsatz in Stossaggregaten und für das Revolverstossen angepasst. Die gezielte Kühlung bewirkt einen reduzierten Werkzeugverschleiss. Dies hat eine Erhöhung der Standzeit und eine verbesserte Oberflächengüte am Werkstück zur Folge. Durch die innere Kühlmittelzufuhr ist die Kühlung der Kontaktzone auch bei tiefen Nuten sichergestellt. Darüber hinaus verbessert sich durch die höhere Spülwirkung die Spanabfuhr und vermindert die Gefahr eines Spänestaus.
Das Nutstossen auf CNC-Maschinen bietet dem Anwender einige Vorteile. Die Nuten an einem Werkstück können in einer Aufspannung gefertigt werden, ohne es umspannen zu müssen. Verzahnungen, Mitnehmernuten, Vierkante, gedrallte Nuten sowie bogenförmige Nuten: Jegliche Geometrien sind durch das Fertigungsverfahren des Nutstossens herstellbar. Es bietet im Gegensatz zum konventionellen Räumen eine kostengünstige Alternative, da es auf nahezu jeder CNC-Drehmaschine zum Einsatz kommen kann.
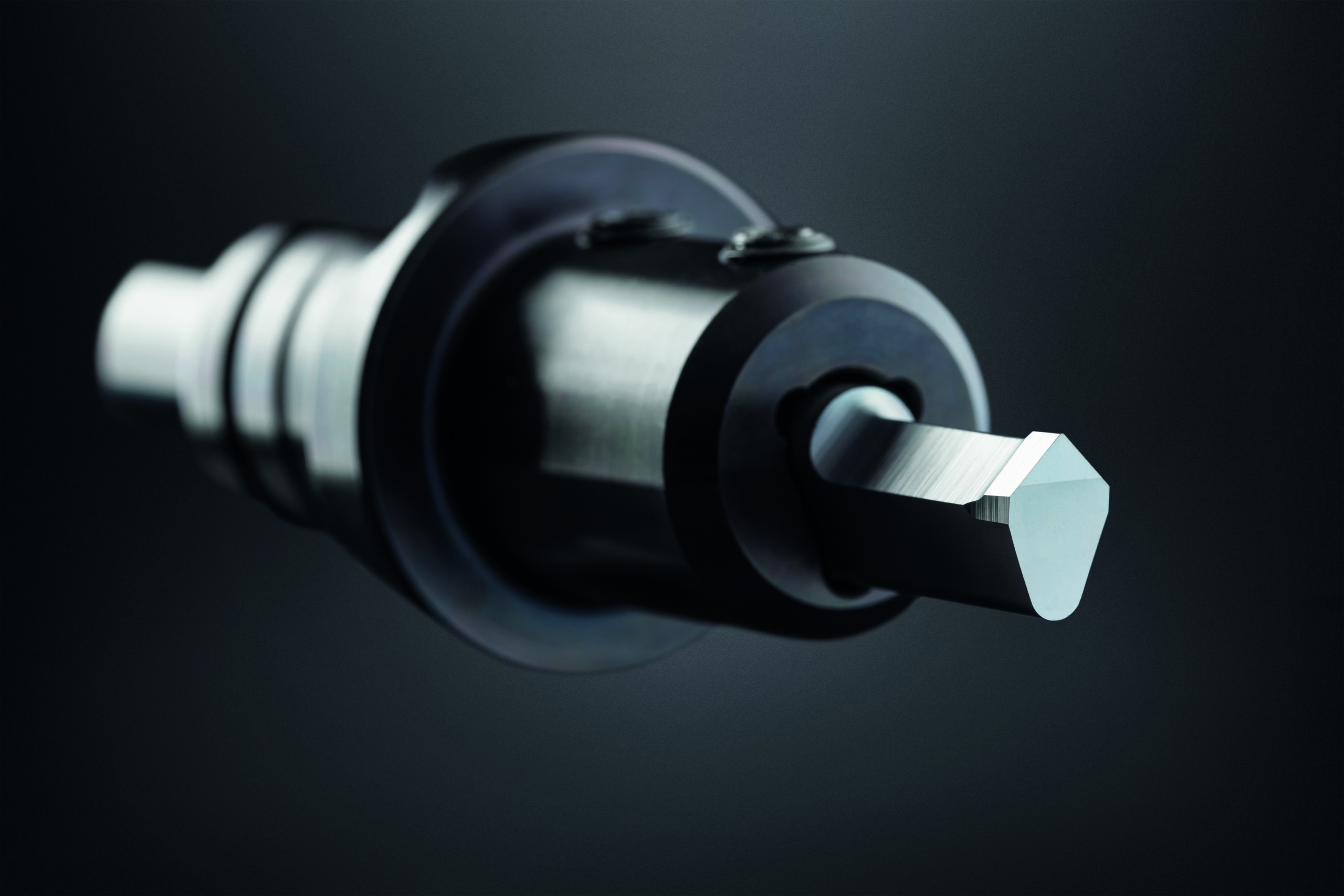
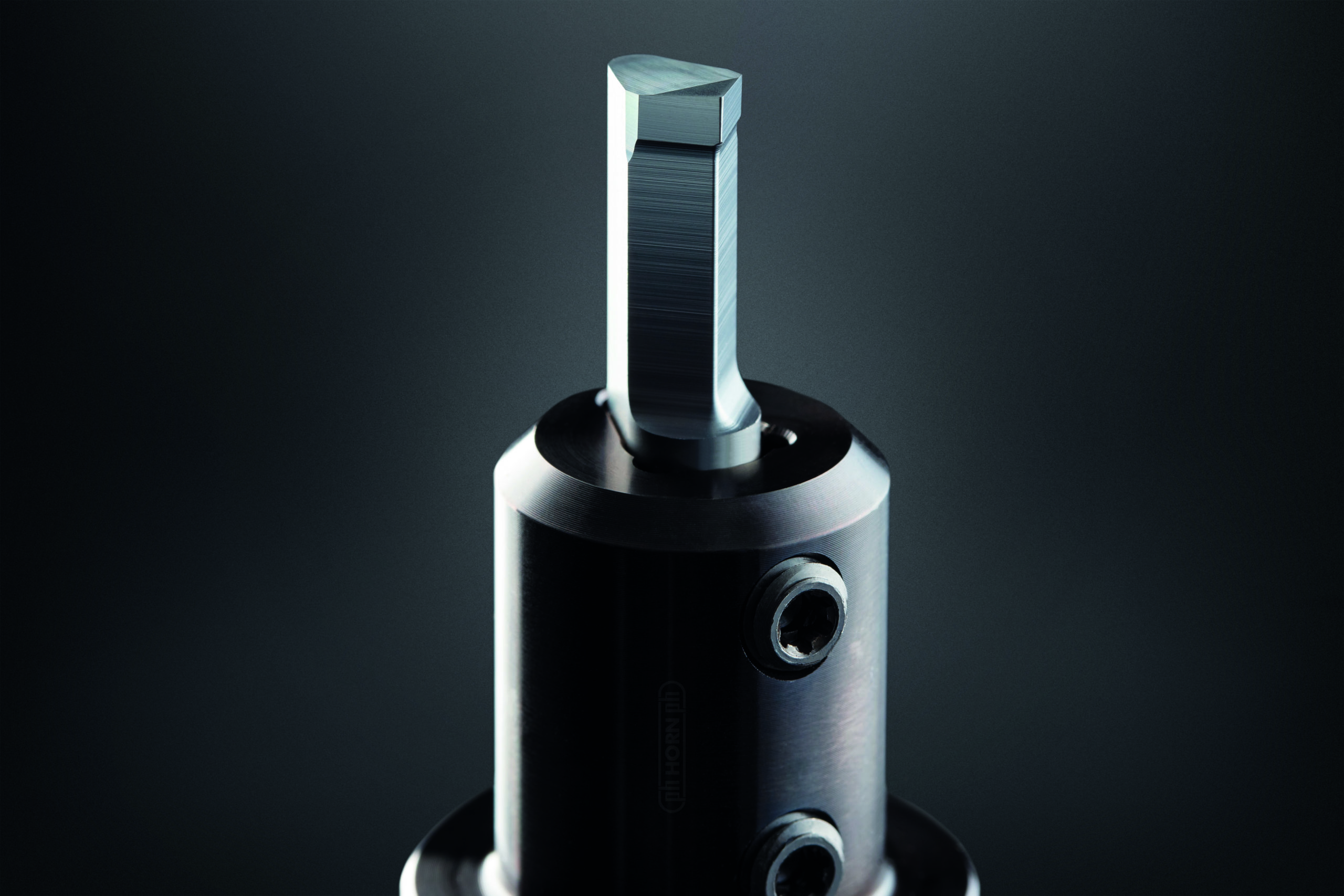
„Die gezielte Kühlung an den Horn Werkzeugträgern bewirkt einen reduzierten Werkzeugverschleiss.“
Videoserie Dominik Läng – Dreher
Mehr Schliessen
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Probleme mit langen Spänen beim Gewindedrehen?

hemo Zentrumspanner heben sich durch ihre hochpräzise Wiederholgenauigkeit sowie der dazu notwenigen steifen Bauweise hervor.
Mehr Schliessen
hemo Zentrumspanner heben sich durch ihre hochpräzise Wiederholgenauigkeit sowie der dazu notwenigen steifen Bauweise hervor. Die Verkettung von Präzision, Modularität, Zugänglichkeit, und das einfache Handling unserer Spannmittel, ermöglichen Ihnen eine perfekte Bearbeitung Ihrer Werkstücke.
Mit den neuen hemo varia Plus haben Sie das Plus an Spannkraft, Zugänglichkeit, Präzision und Modularität für beste Produktionsresultate mit folgenden Vorteilen:
Videoserie Dominik Läng – Dreher
Mehr Schliessen
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Scharfe Schneide, trotz Beschichtung?

Stählen bis 58 HRC und Sonderwerkstoffen.
Mehr Schliessen
Mit dieser neuen Werkzeugfamilie ist unser Partner ZECHA Hartmetall-Werkzeugfabrikation GmbH einen bedeutenden Schritt in Richtung Prozesssicherheit gegangen. Mit angepassten Schneiden- und Mikrogeometrien für eine herausragende Zerspanung und einen ruhigen Schnitt wird die Bearbeitung von Stählen bis 58 HRC und Sonderwerkstoffen bis 2.200 N/mm2 mit höchster Standzeit und maximaler Präzision Wirklichkeit. Durch die gezielte Homogenisierung der Schneidkanten mit Kantenpräparation wird die Kerbwirkung und Ausbruchneigung verringert sowie die Schichthaftung an der Schneidzone verbessert. Damit sind auch Anwendungen im Titan und rostfreien Materialien möglich. Ob im Werkzeug- und Formenbau, der Teilefertigung oder Medizintechnik. Der Zentrumsschnitt sorgt bei allen QUEEN BEE-Werkzeugen für hervorragende Oberflächengüten auch in Flachbereichen – sowohl beim Trocken- als auch beim Nassfräsen.
Die Kugel- und Torusfräser, erhältlich in den Abmessungen von Durchmesser 0,8 bis 12,0 mm, sind einzigartig in ihrem Zusammenspiel aus Präzision und Qualität. Solide Werkzeugeigenschaften, gepaart mit der neuesten WAD-Beschichtungstechnologie erhöhen Standzeiten und minimieren gleichzeitig Werkzeugwechsel. Mit engsten Toleranzen sowie ausgewählten Hartmetallsorten und gleichbleibenden Hartmetallqualitäten meistern die QUEEN BEE-Werkzeuge standfest und präzise jede Herausforderung.

Videoserie Dominik Läng – Dreher
Mehr Schliessen
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Spitzenhöhe einstellen ohne Y-Achse!
Videoserie Dominik Läng – Dreher
Mehr Schliessen
Unser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Wie wird ein gutes System noch besser? Supermini mit stirnseitiger Klemmung.

Videoserie Dominik Läng – Dreher
Mehr SchliessenUnser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.Heute: Was zeichnet unser bekanntes Supermini System aus?

Der T-A Pro Bohrer kombiniert materialspezifische Wendeplattengeometrien mit einem neu gestalteten Bohrerkörper und dem selbstentwickelten Kühlmitteldurchlaufsystem.
Mehr SchliessenDer T-A Pro Bohrer kombiniert materialspezifische Wendeplattengeometrien mit einem neu gestalteten Bohrerkörper und dem selbstentwickelten Kühlmitteldurchlaufsystem. Dies ermöglicht Bohrungen mit Geschwindigkeiten, die fast 30 Prozent höher sind als die von vergleichbaren Hochleistungsbohrern namhafter Wettbewerber. Die Kühlmittelausgänge sind so konstruiert, dass ein maximaler Fluss zur Schneidkante geleitet wird, um an dieser kritischen Stelle die Wärme abzuführen – selbst bei höchsten Geschwindigkeiten. Werkstoffspezifische Schneideinsätze sorgen für einwandfreie Spanbildung. Der Bohrerkörper enthält gerade Spannuten, die für maximalen Kühlmittelfluss und besonders hohe Steifigkeit entwickelt wurden. Diese Konstruktionselemente verlängern die Standzeit des Werkzeugs, erzeugen Bohrungen von gleichbleibend hoher Qualität und sorgen für hervorragende Spanabfuhr. Den Anwendern steht damit ein Hochleistungsbohrer zur Verfügung, der bei höchsten Schnittgeschwindigkeiten einsetzbar ist und dadurch die Kosten der Bohrungen im Durchschnitt um 25 Prozent reduziert.
Das Bohrsystem T-A Pro ist mit Durchmessern von 11,11 mm bis 47,8 mm erhältlich und eignet sich für Bohrtiefen von extra kurz, 3xD, 5xD, 7xD, 10xD, 12xD bis 15xD. Die Bohreinsatzhalter haben einen zylindrischen Schaft mit oder ohne Weldon-Spannfläche und decken in den zunächst angebotenen Hartmetall-Einsatzgeometrien die folgenden ISO-Materialklassen ab:
„Allied Machine hat die T-A Pro Bohrer für anspruchsvolle Anwendungen in allen Branchen entwickelt. Sie zeichnen sich durch geringen Verschleiss und damit durch längere Standzeit aus, ermöglichen hohen Vorschub, insbesondere dort, wo es zu kritischer Spanbildung kommt. Ich bin sicher, dass wir hier ein interessantes Marktsegment erschliessen können“, sagt Emir Cvolic, Leitung Vertrieb und Marketing bei Wohlhaupter.
Das Bohrsystem T-A Pro ist ab sofort verfügbar.
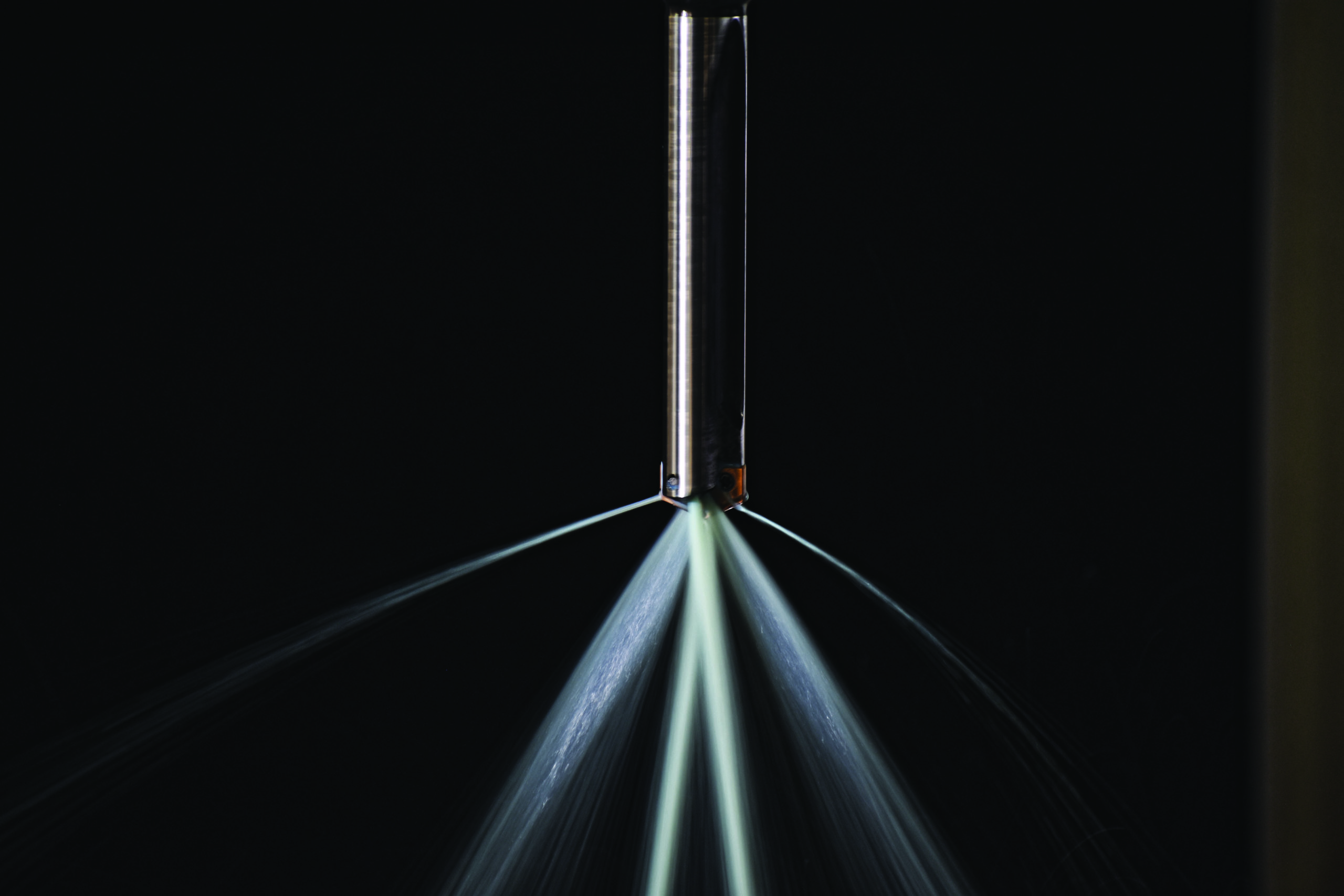
„Kühlmittelausgänge beim T-A Pro Bohrsystem von Allied Machine: Sie ermöglichen grosse Bohrtiefen bei höchsten Geschwindigkeiten.“

Videoserie Dominik Läng – Dreher
Mehr SchliessenUnser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Was ist DIHAWAG Décolletage? Und wie können Sie davon profitieren?

Videoserie Dominik Läng – Dreher
Mehr SchliessenUnser PM-Décolletage, Dominik Läng, befasst sich in seinen Videos mit Anwendungsfällen und Problemstellungen rund um DIHAWAG Décolletage.
Heute: Mühsames Einstellen der Spitzenhöhe nach dem Werkzeugwechsel? Das muss nicht sein!
Mit unserem Partner ![]()

DIHAWAG ’s Partner für hochharte Schneiden: DTS GmbH – Diamond Tooling Systems «A passion for diamond».
In heutigen Anwendungsvideo zeigt unser Partner DTS das Stechen mit den MICRO- und ECO-Line Werkzeugen, an verschiedenen Werkstoffen.

Die kurzen Tage und die langen Nächte um die Advents- und Weihnachtszeit sind etwas Besonderes. Die vielen Lichter als kleiner Ersatz für das knappe Himmelslicht – eine Zeit, in der Sehnsüchte wachgerüttelt werden und Begeisterung wieder an Bedeutung gewinnt.
Nichts Schöneres kann es geben, als den Zauber dieser Zeit zu kosten und mit ihr in das neue Jahr zu fliessen.
Wir wollen dies zum Anlass nehmen, uns bei Ihnen für das entgegengebrachte Vertrauen und die angenehme Zusammenarbeit zu bedanken.
In diesem Sinne wünschen wir Ihnen schöne, besinnliche Feiertage und jetzt schon einen erfolgreichen Start ins neue Jahr.

Horn erweitert das mit CVD-Diamanten bestückte Werkzeugsystem DDHM für wirtschaftliche Bohr- und Senkbearbeitungen in Vollhartmetallen und gesinterten Keramiken mit Härten von bis zu 3.000 HV.
Mehr Schliessen
Der Werkzeughersteller baut mit dem Bohrsystem das Portfolio in der Bearbeitung von fertig gesinterten Hartmetallen weiter aus. Mit neuen Geometrien für die Fertigung von präzisen Kernlochbohrungen ermöglicht das Werkzeugsystem die spanende Bearbeitung auf konventionellen Fräs- oder Drehzentren. Kostenintensive und langwierige Schleif- und Erodierprozesse
entfallen. Darüber hinaus bietet sich die Möglichkeit, hohe Investitionen in den Maschinenpark einzusparen. Mit dem System DDHM spricht Horn insbesondere Kunden aus dem Werkzeug- und Formenbau an. Im Fokus steht dabei die effiziente Bearbeitung von Matrizen oder Stempeln aus Vollhartmetall. Darüber hinaus bietet das Werkzeugsystem beispielsweise auch in den Branchen Medizintechnik, Luft- und Raumfahrttechnik, Automobilindustrie sowie in der Stanz-, Schmiede- und Umformtechnik deutliche Vorteile. Die Diamantwerkzeuge ermöglichen kürzere
Durchlaufzeiten, hohe Oberflächengüten, geringere Gesamtkosten, eine höhere Flexibilität im Fertigungsprozess sowie eine höhere Standzeit der gefertigten Endprodukte. Die Bohrer bieten
die Möglichkeit, bis zu zehnmal Durchmesser ins Volle zu Bohren. Die CVD-D-bestückten Bohrwerkzeuge sind zweischneidig ausgeführt und in den Durchmessern von 2 mm bis 10 mm verfügbar. Alle Ausführungen besitzen eine innere Kühlmittelzufuhr für die Kühlung mit Luft.
Mit neuen Geometrien für die Fertigung von präzisen Kernlochbohrungen ermöglicht das Werkzeugsystem DDHM die spanende Bearbeitung in Vollhartmetallen und gesinterten
Keramiken.

Die Vielfalt an angetriebenen Werkzeugsystemen kennt hierbei keine Grenzen.
Mehr Schliessen
Neben dem Standardprogramm wie geraden und abgewinkelten angetriebenen Werkzeugen (Radial Bohr- und Fräsköpfen) werden auch Winkelköpfe, Schwenkeinheiten, Nutstossgeräte, Multiformeinheiten, Mehrspindler und individelle Sonderlösungen für BMT und VDI Revolver angeboten. Die Vielfalt an angetriebenen Werkzeugsystemen kennt hierbei keine Grenzen.
Die Werkzeugspannsysteme gehen von der klassischen Spannzangenaufnahme über Weldon und Hydrodehn bis hin zu Capto, KM, ABS und HSK. Das Einsatzgebiet erstreckt sich von den klassischen CNC-Drehmaschinen bis hin zu hochkomplexen Dreh-Fräszentren. So können angetriebene Werkzeuge für alle gängigen Maschinenhersteller wie DMG MORI, EMAG, Index, Haas, Mazak, Mori Seiki, Nakamura, Okuma und viele mehr angeboten werden. Eine komplette Auflistung aller Hersteller ist im Online-Katalog* zu finden. Erfahrungen über mehrere Dekaden in der Entwicklung, Konstruktion und Produktion von angetriebenen Werkzeugen macht EWS zu dem Spezialisten auf dem Markt.
Mit dem Schnellwechelsystem EWS-Varia wurde ein Massstab für flexible Modularsysteme gesetzt. EWS-Varia gehört mit seiner
sicheren Handhabung und den kurzen Wechselzeiten zu den erfolgreichsten Systemen am Markt.
* www.ews-tools.de/OnlineCatalogue

David Meier ist seit letzten September unser neuer, technischer Verkaufsberater. Er hat eine fundierte, technische Ausbildung zum Polymechaniker und eine Weiterbildung zum Techniker HF Unternehmensprozesse. Er konnte Erfahrung in der Lohnfertigung, Medizinaltechnik und als Anwendungstechniker sammeln. David Meier betreut die Gebiete Zentralschweiz, Aargau und Zürich-West. In seiner Freizeit ist der aktive Turner im Winter auf den Skipisten anzutreffen, oder fährt als Aushilfschauffeur ein bis zwei Mal pro Monat für ein Milchtransportunternehmen.

Nils Bauer ist seit letztem November technischer Verkaufsberater MEDICAL bei DIHAWAG. Er hat eine fundierte, technische Ausbildung zum Polymechaniker und eine Weiterbildung zum Techniker HF Maschinenbau. Er wird das Medical Team an der Seite
von Christoph Schlaginhaufen unterstützen.
Wir wünschen den beiden Kollegen viel Spass und Erfolg für die neue Herausforderung!

Die neue Horn-Geometrie EH gewährleistet eine prozesssichere Spanabfuhr und Spankontrolle im Einsatz.
Mehr Schliessen
Für das Abstechen mit hohen Vorschüben zeigt Horn mit der Geometrie EH eine neue Entwicklung auf der Basis des Stechsystems S100. Die stabile Schneidkante ermöglicht Vorschübe beim Ein- und Abstechen im Bereich von f = 0,25 – 0,4 mm/U und somit eine Prozesszeitverkürzung für Stechoperationen. Eine prozesssichere Spanabfuhr und Spankontrolle ist durch die gezielte Spanformung im Einsatz gewährleistet. Die hohen Vorschübe erfordern beim Ein- und Abstechen jedoch eine stabile Maschine sowie entsprechende sichere Aufspannverhältnisse des Werkstückes. Ab einem Vorschub von 0,3 mm/U empfiehlt Horn, beim Ein- und Abstechen den Vorschub auf den ersten 3 – 4 mm zu reduzieren. Klemmhalter und Kassetten zum Stechen über die Y-Achse stellen aufgrund der hohen Stabilität die erste Wahl für Stechoperationen mit hohen Vorschüben dar. Horn bietet die einschneidigen Stechplatten in den Schneidbreiten 3 mm und 4 mm an.
Bereits im Jahr 2019 erweiterte der Werkzeughersteller das Stechsystem S100 um neue Haltervarianten für das Abstechen auf Dreh- und Fräszentren mit der Vorschubbewegung durch die Y-Achse. Das Verfahren ermöglicht einen leistungsfähigen Stechprozess mit hohen Schnittwerten und damit eine kürzere Bearbeitungszeit. Des Weiteren besteht die Möglichkeit zum Abstechen grosser Durchmesser mit einem kompakten Stechhalter sowie zum Abstechen mit schmäleren Stechbreiten. Mit der neuen Geometrie rundet Horn nun dieses System ab.
Speziell beim Abstechen von Werkstücken mit grösseren Durchmessern entstehen grosse Hebelkräfte. Die Platzverhältnisse in der Maschine erlauben oft nicht den Einsatz von Werkzeugen mit grösserem Querschnitt. Bei der neuen Anordnung der Schneide im Werkzeugträger werden die Schnittkräfte in den Hauptquerschnitt des Stechhalters eingeleitet. Dadurch ergibt sich bei gleichen Querschnitten der Stechhalter eine höhere Steifigkeit des Gesamtsystems. Dies erlaubt höhere Vorschübe bei gleicher Stechbreite. Der Kraftfluss in Längsrichtung des Werkzeugs erlaubt schmälere Halter bei gleicher Steifigkeit des Systems. Bei modernen Generationen der Dreh- und Fräszentren führt das Abstechen mit den neuen Stechwerkzeugen zu einer Einleitung der Schnittkraft in Spindelrichtung und damit zu einer höheren Steifigkeit des Gesamtsystems.

„DIN-Aufnahmen mit AVANTEC Adaptionsschaft und Spindelanbindung sind an unterschiedliche Auskraglängen flexibel anpassbar.“
Mehr Schliessen
Ob Ecken, Flächen, Nuten, Freiformen, Normalstahl, Guss, schwerzerspanbaren Materialien, mit Wechselkopf oder Wendeschneidplatte – in der Zerspanung geht es darum, intelligente Frässtrategien mit innovativen Werkzeugen umzusetzen.
Mit dem richtigen Fokus auf die werkstückspezifischen Anforderungen optimieren Avantec-Fräser die Bearbeitungszeit, maximieren Standwege, machen Prozesse sicher und reduzieren die Stückkosten. Für diese Perfomance stehen auch die Typen mit DIN-Verschraubung. Wechsel einfach, schnell, stabil, präzise.
„DIN-Aufnahmen mit AVANTEC Adaptionsschaft und Spindelanbindung sind an unterschiedliche Auskraglängen flexibel anpassbar.“

PROFITIEREN SIE NOCH VON UNSEREN „ALL INCLUSIVE PAKETEN“ bis 31.12.2021 in der Schweiz und in Liechtenstein!
Mehr Schliessen
HAIMER Microset Voreinstelltechnik verschafft Ihrem Unternehmen durch schnelles Einstellen und Messen von Werkzeugen ausserhalb der Maschine einen nachhaltigen und langfristigen Wettbewerbsvorteil.
Bis zum 31.12.2021 profitieren Sie von unserer Aktion auf HAIMER Microset Voreinstellgeräte, bei der vorkonfiguriertes Zubehör, der Transport, die Verpackung, die Inbetriebnahme und die Schulung mit Spesen inlusive sind. Nutzen Sie die Chance zu diesem Pauschalpreisangebot!


Pofitieren Sie vom Kennenlern-Angebot des Zentrischspanners varia Plus noch bis 31.12.21.
Mehr Schliessen
hemo Zentrumspanner heben sich durch ihre hochpräzise Wiederholgenauigkeit sowie der dazu notwenigen steifen Bauweise hervor. Die Verkettung von Präzision, Modularität, Zugänglichkeit, und das einfache Handling der Spannmittel, ermöglichen Ihnen eine perfekte Bearbeitung Ihrer Werkstücke. Um diese Welt kennenzulernen, offerieren wir Ihnen den Roh- und Fertigteilspanner „hemo varia Plus Z78S-160M-1-xx“ zum hochattraktiven Aktionspreis von CHF 666.-, inklusive den gewünschten Spannelementen. Mit den neuen hemo varia Plus haben Sie das Plus an Spannkraft, Zugänglichkeit, Präzision und Modularität für beste Produktionsresultate mit folgenden Vorteilen:
Kontaktieren Sie Ihren DIHAWAG Ansprechpartner!

22% Aktionsrabatt* bis 31.12.2021
Mehr SchliessenMit EWS-„Varia VX“ führen Sie den Werkzeugwechsel schneller durch als Ihre Wettbewerber! Sie profitieren durch eine axiale, querkraftfreie Dreipunktspannung vom optimalem Rundlauf und haben durch die gefahrlose Einhandbedienung, außerhalb der Schneidenbereiche, auch in Punkto Arbeitssicherheit die Nase vorn.
Weitere Informationen finden Sie hier, oder Sie kontaktieren Ihren DIHAWAG-Ansprechpartner.
Broschüre EWS „Varia VX“ Produktprogramm

Flyer Promotion EWS „Varia VX“

Das EWS „Varia VX“ – Start Kit enthält alles, was zum Einstieg benötigt wird und ist bis zum 30.11.2021 zu einem attraktiven Aktionspreis erhältlich! Für weitere Informationen oder für die dazu passende Werkzeugaufnahme berät Sie Ihr DIHAWAG-Ansprechpartner gerne.

*auf alle EWS „Varia VX“ Standardartikel: angetriebene Werkzeuge, Einsätze und Zubehör. Die Aktion wurde bis 31.12.2021 verlängert.

IGUANA DIE NEUE SERIE VON ZECHA – DIAMANTFRÄSER MIT LASER GESCHÄRFTER SCHNEIDE FÜR EINE EXTERM LANGE LEBENSDAUER.
Mehr SchliessenZecha präsentiert den neuen IGUANA 931 – Der Torusfräser im Durchmesserbereich von 0,5 mm bis 4 mm mit komplett geschärfter Schneide, spezieller Schaftkühlungslösung und Spiralisierung. Geeignet für Nichteisenmetalle wie Platin, Gold, bleifreies Messing, Messing, Kupfer und Arcap. Dank der verkürzten Auslegung des Schneidengrundkörpers und der kurzen Spannut, wird der neue IGUANA 931 stabiler und somit den hohen Anforderungen bezüglich Oberflächengüte und Prozesssicherheit in der Bauteilfertigung gerecht. Als Hauptmerkmal wurde die geschlossene Hochleistungsdiamantschicht in dieser Weiterentwicklung beidseitig am Freiwinkel und der Spanfläche durch Laser nachbearbeitet und mit einer Helix versehen.
Dies ermöglicht einen weicheren Schnitt und eine saubere Umfangsbearbeitung. Dieser Herstellungsprozess überträgt dank der Laserbearbeitung scharfe Schneidkanten, ohne die Härte und Festigkeit der Diamantschicht zu verändern und ist somit einmalig im Bereich der Mikrowerkzeuge. Bei der Trocken- und Nassbearbeitung sind mit den neuen High-End VHM-Torusfräsern inklusive Helix und Schaftkühlung höchste Vorschübe möglich, da die Späne bei dieser Werkzeugausführung optimal aus der Scherzone entfernt und dadurch die Temperaturen gesenkt werden. Der neue IGUANA 391 ist als Standardprodukt ab Lager erhältlich. Entdecken Sie jetzt die neue Serie.


Horn präsentiert eine Neuentwicklung zum Hochschubfräsen.
Mehr Schliessen
Mit den Systemen DAH82 und DAH84 zeigt Horn eine neue Generation für dieses Fräsverfahren. Die acht nutzbaren Schneiden der präzisionsgesinterten Wendeschneidplatte bieten einen günstigen Schneidenpreis und eine hohe Wirtschaftlichkeit. Die positive Schneidengeometrie sorgt trotz der negativen Einbaulage für einen weichen und ruhigen Schnitt sowie für einen guten Spanabfluss. Die Schneidplatten bietet Horn in dem Substrat SA4B an, welches sich für den universellen Einsatz in verschiedenen Werkstoffen eignet. Der grosse Radius an der Hauptschneide der Wendeschneidplatte erzeugt einen weichen Schnitt, sichert eine gleichmässige Aufteilung der Schnittkräfte und sorgt damit für lange Standzeiten.
Die maximale Schnitttiefe liegt bei ap = 1,0 mm (DAH82) und ap = 1,5 mm (DAH84).
Die Variante DAH82 ist als Schaftfräser und Einschraubfräser in den folgenden Schneidkreisen verfügbar: 20 mm (z = 2), 25 mm (z = 3), 32 mm (z = 4), 35 mm (z = 4) und 40 mm (z = 5). Als Aufsteckfräser in den Schneidkreisen: 40 mm (z = 5), 42 mm (z = 5) sowie in 50 mm (z = 6). Ab einem Schneidkreis von 50 mm kommt die grössere Wendeschneidplatte des Typs DAH84 zum Einsatz. Die Varianten sind in den folgenden Durchmessern als Aufsteckfräser standardisiert: 50 mm (z = 4), 52 mm (z = 4), 63 mm (z = 5), 66 mm (z = 5), 80 mm (z = 6), 85 mm (z = 6), 100 mm (z = 7) und 125 mm (z = 8). Alle Grundkörper sind speziell oberflächenbehandelt. Dies ermöglicht eine hohe Festigkeit und Härte und bietet somit einen Langzeitschutz gegen den abrasiven Angriff der Späne.
„Die positive Schneidengeometrie sorgt bei den Systemen DAH82 und DAH84 von Horn trotz der negativen Einbaulage für einen
weichen und ruhigen Schnitt.“
In der neusten Ausgabe finden Sie unter anderem folgende, interessante Themen:
Mehr Schliessen

Die Entwicklung zukunftsträchtiger Produktions- und Automatisierungskonzepte mit der ganzen Digitalisierung ist ein spannendes Gebiet. Diese Thematik steht im Zentrum der TECH NET Tage, welche in Mönchaltorf bei der Reimmann AG stattfinden werden.
Folgende acht Partnerunternehmen werden an diesem Event ihre Produkte und Dienstleistungen präsentieren: Bachmann Engineering, Blaser SwissLube, Dihawag, Mitutoyo, Reimmann, Vischer & Bolli, Walter sowie x-data. Als weitere Aussteller sind die Firmen Imnoo und Seveco mit von der Partie, die mit ihrer künstlichen Intelligenz und praxisorientieren Software den Verkaufs- und Abwicklungsprozess für die Metallindustrie revolutionieren.
Fokus der TECH NET Tage ist die Zeitersparnis und der Wettbewerbsvorteil im gesamten Produktionsablauf, die durch stetige Verbesserungen erreicht werden kann und somit Kosten gesenkt und die Produktivität gesteigert werden kann – eben clever produziert! Der Praxisbezug steht für uns an erster Stelle. Wir zeigen Ihnen Optimierungen bei den einzelnen Arbeitsschritten und geben Ihnen Lösungsmöglichkeiten für konkrete Fragestellungen.
Überzeugen Sie sich an einem der vier Eventtage in Mönchaltorf von den cleveren Möglichkeiten! Durch die Zeitersparnis erzielen Sie einen Produktivitätsgewinn, clever.
Die Eventtage richten sich an alle Fachleute von der AVOR über die Planung und Programmierung, Produktion, Qualitätsmanagement bis zu den Entscheidungsträgern.

Durch das neue Nachschleifzentrum von DTS können Sie ab sofort nicht nur Ihre benutzten DTS-Werkzeuge, sondern auch die meisten Wettbewerbswerkzeuge in Originalkontur nachschleifen lassen.
Mehr Schliessen
Durch das neue Nachschleifzentrum von DTS können Sie ab sofort nicht nur Ihre benutzten DTS-Werkzeuge, sondern auch die meisten Wettbewerbswerkzeuge in Originalkontur nachschleifen lassen. Fragen Sie Ihren DIHAWAG Ansprechpartner.
Nach small folgt large: URMA präsentiert weitere Innovation in der Reibtechnologie für Durchmesser bis 200 mm
Reiben ist ein sehr wirtschaftlicher Zerspanungsprozess. Im Vergleich zum Ausdrehen ist Reiben um ein Vielfaches schneller und kann die Stückkosten massiv senken. Hinzu kommt, dass beim Ausdrehen meistens häufig nachjustiert werden muss was gleichzeitig einen hohen Messaufwand nach sich zieht. Verständlich also, dass der Wunsch, auch grössere Durchmesser reiben zu
können, die Werkzeug-Hersteller antreibt. Die bisher auf dem Markt verfügbaren Reibwerkzeuge dieser Grössenordnung sind entweder gelötete Sonderwerkzeuge oder durchmesserspezifische Reibwerkzeuge mit geklemmten Schneiden.


Die Werkzeuge der neuen Kingfisher-Serie sind für die Bearbeitung von schwer zerspanbaren Werkstoffe in der Medizintechnik entwickelt worden.
Mehr Schliessen
Die Werkzeuge der neuen Kingfisher-Serie sind für die Bearbeitung von schwer zerspanbaren Werkstoffe in der Medizintechnik entwickelt worden. Insbesondere die Bearbeitung von Titan, Edelstählen, NE- sowie auch Edelmetalle erfordern stabile und trotzdem schnittige Werkzeuge.
Bei Werkzeugdurchmesser bis 6 mm tritt das Kühlmedium durch eine Vielzahl zylindrischer Bohrungen entlang vom Schaft aus.
Bei den Werkzeugen ab Drm. 8 mm tritt das Kühlmedium gezielt y-förmig zur Schneide aus. Diese beiden Varianten garantieren,
dass auch bei geringerem Kühlmitteldruck eine ausreichende Kühlung der Schneiden erreicht werden kann.
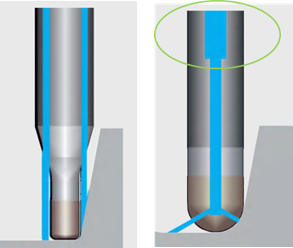
„Kühlmittel < 6 mm dem Schaft entlang, ab 8 mm zentral durch den Schaft. Zusätzliche Optimierung durch Power-Kammer (grün markiert) .“
Durch die massiv bessere Kühlwirkung kann die Schnittgeschwindigkeit wesentlich gegenüber herkömmlichen Fräswerkzeugen gesteigert werden. Schnittgeschwindigkeiten im Titan bis 200 m/min sind durchaus möglich. Das ermöglicht auch HSC – Frässtrategien. Beim Schruppen können die Kingfisher – Werkzeuge, auch beim Auskammern, dank der Innenkühlung bessere Standzeiten erzielen, da Spannester prozesssicher vermieden werden.
Das Programm umfasst die dreischneidigen Kugelfräser 455S.B3, mehrschneidigen Schaftfräser der Ausführungen 455.F3, 455.T4
und 455.F5 und den Torusfräser 455.T2. Die Fräser sind je nach Serie ab Durchmesser 0.2 – 12 mm erhältlich.
Eine Knochenplatte wurde bisher auf einem Bearbeitungscenter mit einer SK40-Spindel gefertigt. Dazu waren aufgrund der Bauteilgeometrie diverse Schruppoperationen mit Kugelfräsern notwendig. Es wurde ein Fräser mit Ø6 eingesetzt, welcher auch kräftige Schruppschnitte meistern musste.
Diese Anlage wurde durch eine kleinere Maschine mit SK30 ersetzt, welche den Prozess nicht mehr ohne Vibrationen, WZ Ausbrüche etc. fahren konnte.
In enger Zusammenarbeit mit dem Kunden gelang es mit einem Kugelfräser Ø3, die Bearbeitungszeit im Vergleich zum Ø6 sogar zu senken. Ausschlaggebend war die 100 % reine HSC Frässtrategie, sowie die hervorragende Kühlleistung des Kingfisher Kugelfräsers 455S.B3.
„Schnittdaten Kugelfräser 455S. B3.0300.150.045SK Ø3: n=15’000, Vf=5000mm/min, Ap/Ae=0.4.“


Das HORN-Stechsystem S274
Mehr Schliessen„22.500 Einstiche an einem Durchmesser von 0,7 mm – Dann drehen wir die Schneidplatte“, erzählt Michael Diethelm. Diethelm ist Maschinenbediener bei der Aeschlimann AG im schweizerischen Lüsslingen. Für das Profilstechen eines Elektronik-Bauteils setzen die Verantwortlichen um den Prozessfachmann Fabian Stampfli nach der Prozessoptimierung auf das HORN-Stechsystem S274. „HORN ist für seine Lösungen zur Bearbeitung von Mikrobauteilen bekannt. Mit der Sonderschneidplatte mit dem präszisionsgeschliffenen Profil zeigen die Tübinger wieder was sie können, was uns Schweizer sehr zufriedenstellt“, erzählt Dominik Läng, Produktmanager Drehtechnik von der schweizerischen HORN-Vertretung Dihawag.
Von Mikro-Uhrenbauteilen über Bauteile der Medizintechnik bis hin zu Bagger-Hydraulikbauteilen. Die Aeschlimann AG gilt als Spezialist für die Fertigung von präzisen rotationssymetrischen Werkstücken. Gegründet als Schraubenmacher-Atelier im Jahr 1937 entwickelte sich das Unternehmen zu einem Hersteller von komplexen CNC-Bauteilen und bietet seinen Kunden spezielle Nachbearbeitungsverfahren wie Honen, Spitzen- und Centerless-Schleifen sowie Optionen für das Super-Finishing. Mit 165 Mitarbeitern fertigen die Schweizer vornehmlich Drehteile bis zu einem Durchmesser von 120 mm. Aber auch bei Frästeilen bis zu einer Kantenlänge von 300 mm zeigt Aeschlimann sein Knowhow in der Zerspanung. Zu den Kunden zählen Unternehmen aus der Uhren-, Automobil-, Hydraulik-, Maschinen- und Elektronikindustrie. Darüber hinaus liefert Aeschlimann die schweizerische Präzision auch an die Medizinal-, Messtechnik- und Fahrradbranche.
Für ein Drehteil aus der Elektronikbranche fertigt Diethelm eine Steckverbindung aus dem Werkstoff Arcap AP 1 D, eine Automaten-Cu-Ni-Zn-Legierung mit Bleizusatz (CuNi25Zn12Pb1). Das Bauteil hat eine Länge von 5,8 mm und Durchmesser von 0,7 mm bis 1,8 mm. Von dem Werkstück fertigt Aeschlimann rund 150.000 Stück pro Jahr. „Vor der Umstellung auf die HORN-Werkzeuge haben wir die Bauteile auf unseren alten kurvengesteuerten Langdrehautomaten gefertigt“, so Diethelm. In der Schweiz kommen die Maschinen aus den 80er Jahren immer noch flächendeckend zum Einsatz. „Für die Grossserienfertigung von sehr kleinen Drehteilen mit einer hohen Präzision und schnellen Taktzeiten sind die Maschinen nicht wegzudenken. Wenn die Maschinen korrekt eingestellt sind, laufen diese über Tage mannlos. Die Kurven für die Maschinen fertigen wir selber“, erzählt der Prozessfachmann Stampfli. Das Problem bei dem Bauteil war der eingesetzte Werkstoff. Dieser ist vergleichsweise weich. Dies führte durch das Kopieren des 0,2mm tiefen Werkstückprofils zu minimalen Gratbildungen an den Kanten und zu einem kleinen „Butzen“ beim Abstechen. „Ein weiteres Problem waren leichte Beschädigungen an den Oberflächen. Diese kamen von der Maschinenhülse bei Langdrehen“, so Diethelm. Die Gratfreiheit, die Oberflächengüte und die gute Abstechfläche sind wichtige Kriterien des Drehteils.
Für die Lösung dieser Probleme verlagerten Stampfli und Diethelm den Zerspanprozess auf den CNC-gesteuerten Langdrehautomaten Tornos SwissNano. Diese Maschine ist speziell für die Zerspanung von Mikrobauteilen mit einer hohen Präzision konzipiert. Das Profil des Werkstücks sollte nicht mehr kopiert, sondern mit einem Einstich gefertigt werden. „Für das Werkzeugkonzept war neben HORN noch ein anderer Werkzeughersteller in der engeren Auswahl. Dieser hat jedoch für diese Bearbeitung aufgrund von Spanproblemen und nicht so hoher Standzeit keinen Zuschlag bekommen“, so Diethelm. Der Drehtechnik-Spezialist Dominik Läng von Dihawag löste zusammen mit den Tübinger Werkzeugkonstrukteuren die Zerspanaufgabe mit dem HORN-Stechsystem S274.
„Die Qualität der Werkzeugschneide spielt hier die entscheidende Rolle“, sagt Läng. Die Mikrogeometrie der Schneidkante ist schleifscharf. In Verbindung mit der geschliffenen Spanleitstufe konnte eine prozesssichere Spankontrolle erreicht werden. Des Weiteren konnte Diethelm das Werkzeugsystem mit höheren Schnittwerten einsetzen. Die Standzeit der zweischneidigen Platte steigerte sich auf 45.000 Einstiche. Die Form der Wendeschneidplatte ist präzisionsgeschliffen. Die Formtiefe beträgt 0,2 mm. Zum Anfasen der Werkstückkanten sind die definierten Innenradien von 0,05 mm geschliffen. „Das Schleifen von Innenradien beherrscht HORN sehr gut. Hier sollte man beachten, dass nicht nur ein Innenradius zu schleifen ist. Die seitlichen und der stirnseitige Freiwinkel der Schneidplatte verlangen einiges an Knowhow beim Formschliff. Auch definiert geschliffene Innenradien von beispielsweise 0,025 mm mit Toleranzen von wenigen µm sind möglich“, erklärt Läng.
Die Bearbeitung des Drehteils gestaltet sich wie folgt: Langdrehen des ersten Durchmessers von 0,7 mm. Danach folgt das Vordrehen der Fläche für den späteren Formeinstich auf den Durchmesser von 1,46 mm. „Aufgrund des Längen-/Durchmesserverhältnisses, dem weichen Werkstoff und dem Schnittdruck drehen wir den Durchmesser mit 0,06 mm Aufmaß“, so Diethelm. Für das Stechen mit der breiten Formschneidplatte sind unterschiedliche Vorschübe programmiert. Beim Anfahren schneller und beim Einstechen etwas langsamer, damit ein Wegdrücken des Werkstücks verhindert wird. Bei der vollen Einstechtiefe auf den Durchmesser 1,4 mm beziehungsweise 1,2 mm programmierte Diethelm eine Verweilzeit von einer halben Sekunde. „Beim Einstechen mit einer breiten Schneide an einem kleinen Durchmesser entsteht ein hoher Schnittdruck. Es kann somit passieren, dass das Werkstück ein wenig weggedrückt werden kann. Wir haben den Werkzeugträger von HORN so optimiert, dass wir mit einem speziellen Gewinde das Werkzeug um Winkelminuten verstellen können. Damit können wir einer eventuell leicht kegeligen Abweichung der Durchmesser mit einem Vorhaltewinkel entgegenwirken“, so Diethelm. Das Abstechen des Werkstückes übernimmt ebenfalls eine Schneidplatte des Typs S274.
Rund sechs Wochen vergingen von der ersten Anfrage bis zum fertigen Zerspanprozess. „Wir sind sehr mit der Umsetzung unserer Anforderungen zufrieden. Die Leistung und die Prozesssicherheit der Werkzeuge haben uns überzeugt“, sagt Diethelm. Bei Aeschlimann setzt man neben den beschriebenen Werkzeugen auch auf weitere Werkzeugsysteme von HORN. Dazu zählen Abstechwerkzeuge des Typs S100 und zum Innenausdrehen Schneidplatten des Typs Supermini. Für die Mikrobearbeitung von Uhrenschrauben kommen bei Aeschlimann auch µ-Finish Werkzeuge von HORN zum Einsatz.
Das Werkzeugsystem µ-Finish hat als Hauptzielgruppe Anwender in der Mikrobearbeitung. Die Basis für das Werkzeugsystem baut auf dem System S274 auf. Die Schneiden sind mit hoher Sorgfalt geschliffen. Jedes Werkzeug durchläuft in der Fertigung eine 100 Prozent Kontrolle, um die hohe Schneidkantenqualität sicherzustellen. Der Plattensitz des Werkzeugträgers ermöglicht in Verbindung mit der zentralen Klemmschraube und des präzisionsgeschliffenen Umfangs der Wendeschneidplatte eine Wechselgenauigkeit im µm-Bereich. Dies ermöglicht das Drehen der Schneidplatte in der Maschine, ohne die Spitzenhöhe und die anderen Maße neu ausmessen zu müssen. HORN bietet neben zahlreichen Standardprofilen die Schneidplatten auch in Sonderformen auf Kundenwunsch an.


Vollsortiment-Webshop für PKD, CVD-D und CBN Werkzeuge online!
Mehr SchliessenVollsortiment-Webshop für PKD, CVD-D und CBN Werkzeuge online! Diamond Tooling Systems (DTS GmbH) bietet eine
breite Palette an ISO-Wendeschneidplatten, Schaftfräsern, Bohrstangen, Stechwerkzeugen, Frässystemen, Bohrern und Reibahlen bestückt mit ultraharten Schneiden wie PKD, CVD-D und CBN an.
In ihrem neuen Online-Shop können Kunden unter www.diamond-tools24.de alle Werkzeuge in kürzester Zeit auswählen und bestellen.

Industrie 4.0 ist ein grosses Schlagwort, welchem wir in einem weiteren Teilbereich nachkommen wollen. Dies, damit Sie zukünftig weniger Aufwand für die Erfassung der Werkzeuge in Ihrer Werkzeugdatenbank haben, oder Sie sie nicht nochmals neu konstruieren müssen, um z.B. eine Kollisionsbetrachtung durchzuführen.
Deshalb finden Sie neu hier eine Anleitung, wie Sie zu den 2-D oder 3-D-Daten folgender Hersteller gelangen: ALLIED MACHINE, EWS, HAIMER, HORN.

Falls Sie Daten von nicht aufgeführten Herstellern benötigen, melden Sie sich bitte bei Ihrer zuständigen Kontaktperson oder unter info@dihwag.ch. Wir hoffen, Sie hiermit noch besser zu unterstützen. Bei Fragen steht Ihnen ihr zuständiger Verkaufsberater gerne mit Rat und Tat zur Seite.

Die Schlenker Innenspanndorne eignen sich für das Spannen aller rotationssymmetrischen Werkstücke von innen.
Mehr Schliessen
Die Schlenker Innenspanndorne eignen sich für das Spannen aller rotationssymmetrischen Werkstücke von innen.
Des Weiteren erfolgt die Spannung rein mechanisch. Aufgrund der Innenspannung wird die Oberfläche des Aussendurchmessers vom Werkstück nicht beschädigt.
Innenspanndorne sind für fast alle Spannzangentypen erhältlich, auf Grund dessen ist ein maschinenseitiger Umbau
nicht notwendig.

Die ideal geformten Spankammern lassen einen Umschlingungswinkel von 100% zu. In Kombination mit Emulsion oder Druckluft können so auch sehr tiefe Nuten erzeugt werden.
Mehr Schliessen
Der UD90 steht für absolute Vielfältigkeit! Mit dem UD90 wurde nicht nur ein Werkzeug für die High-feed-Bearbeitung geschaffen, sondern auch ein Plan-, Tauch- oder Bohrzirkularfräser! Mit dem sehr flachen Einstellwinkel von Kappa 14° reduziert sich die tatsächliche Spandicke um 75 %, dies bedeutet, dass mit keinem anderen Werkzeugsystem von Avantec grössere Vorschübe erzielt werden können als mit dem UD90-System!
Das UD90-Programm (Messerkopf und geschraubte Variante) bietet eine grosse Auswahl an Werkzeugdurchmessern und Wendeplattengrössen. Das Angebot erstreckt sich von Durchmesser 16 mm bis 160 mm. Die max. Schnitttiefen ap variieren je nach verbauter Wendeplatte zwischen 1 mm bis 3 mm. Je nach Bearbeitungsfall können zwischen 5 verschieden WSP-Grössen in unterschiedlichen Qualitäten ausgewählt werden.
Die Werkzeuge und Wendeplatten werden Durchmesser übergreifend und in der Zähnezahl variierend angeboten:
UD0602… WKZ-Ø 16-40 mm 2-schneidige WSP
UD0803… WKZ-Ø 25-40 mm 4-schneidige WSP
UD10T3… WKZ-Ø 32-66 mm 4-schneidige WSP
UD1204… WKZ-Ø 35-125 mm 4-schneidige WSP
UD1606… WKZ-Ø 80-160 mm 4-schneidige WSP
Interne Kühlkanälen sind Standard, die je nach Bedarf Kühlschmieremulsion, MMS oder Druckluft direkt an die Schneide führen. Die Spankammern bieten ausreichend Platz, um das anfallende Spanvolumen aufzunehmen und abzuleiten.
Der Avantec Philosophie folgend ist auch beim UD90 die positive Anstellung der Wendeschneidplatte signifikant. Ein Merkmal, das in dieser energiebewussten Zeit umso bedeutender ist, bewirkt doch eben dies, dass Avantec Werkzeuge wesentlich weniger Antriebsleistung benötigen als konkurrenzfähige Wettbewerbswerkzeuge. Ein nicht unangenehmer Nebeneffekt ist die deutlich geringere Geräuschentwicklung als beim Einsatz vergleichbarer Wettbewerbsprodukte.
Ein weiteres signifikantes Merkmal ist die einzigartige Planschneide, die hervorragende Oberflächen am Werkstück erzeugt, fast schon in Schlichtqualität. Die Planschneide glättet Rautiefen und Unebenheiten an der Grund- und der Wandfläche gleichermassen aus.

Loggen Sie Sich jetzt ein zum selber Rumstöbern oder buchen Sie eine geführte Tour mit einem Haimer Experten!
Mehr Schliessen
Mit dem virtuellen Anwendungszentrum 360° ermöglicht Ihnen HAIMER ein digitales Besuchserlebnis in 3D mit vielen interessanten Features. Einmalig ist sicherlich die Kombination anspruchsvoller 360° Foto- und Videografie in Verbindung mit Webdesign und moderner Videokommunikation auf einer Plattform.
Bei einem Rundgang im Anwendungszentrum 360° entdecken Sie an über 40 Maschinen und Werkzeug-Displays klickbare Informationsmöglichkeiten wie Produktvideos, Weblinks und Broschüren. Alle interaktiven Elemente sind in deutscher und englischer Sprache verfügbar.
Besucher können sich auf der Startseite des Anwendungszentrums 360° entweder für eine Tour auf eigene Faust entscheiden, in der sie selbstbestimmt durch den Raum navigieren, oder eine geführte Tour „mit HAIMER Experte“ wählen. Letztere bietet die Gelegenheit den Besuch mit einem individuellen Video-Beratungsgespräch zu verbinden.
Der persönliche Austausch findet dabei über Webcams statt. Alle Teilnehmer navigieren in der geführten Tour aus demselben Blickwinkel von Station zu Station durch das Anwendungszentrum und ganz nach Interessensschwerpunkt können die Maschinen und Produkte angesteuert werden – parallel dazu kann der HAIMER-Experte die einzelnen Benefits der Lösungen individuell erklären. Dabei können einzelne Maschinen durch Zoomen und klickbare Elemente auch im Detail betrachtet werden. So können Kunde und HAIMER Experte direkt an der Maschine Lösungen für Anwendungsprobleme des Kunden besprechen und verschiedene Maschinenmodelle im Vergleich präsentieren.
Ein Highlight der virtuellen 3D-Touren durch das Anwendungszentrum sind Produktpräsentationen und Zerspanungs-Demos auf Fräszentren inmitten einer vollumfänglichen Anwendungsumgebung. Vier Videos sind ebenfalls in der 360°-Rundumperspektive erlebbar.
www.haimer.de/anwendungszentrum360/

Rufen Sie uns an, wir sind gerne während den gewohnten Öffnungszeiten für Sie da.
Mehr SchliessenZudem möchten wir auf die grosse Lagerverfügbarkeit der Werkzeuge ab unserem Lager in Biel/Bienne hinweisen, die uns ermöglicht auf ihre Bedürfnisse zu reagieren.
Wir wünschen Ihnen eine schöne Ferienzeit.
Rufen Sie uns an, wir sind gerne während den gewohnten Öffnungszeiten für Sie da.
DIHAWAG | T: +41 32 344 60 60 | info@dihawag.ch

L’expérience en témoigne, l’équilibrage est simple et efficace
Mehr Schliessen« Des disques d’affûtage équilibrés nous permettent de réaliser des avances 25 à 30 % plus élevées. La durée de vie et le cycle de dressage des meules ont augmenté dans la même mesure », déclarent de nombreux clients pratiquant l’affûtage. Ils constatent également une qualité supérieure des outils hautes performances, en acier rapide et carbure monobloc fabriqués. Les effets de l’équilibrage sont particulièrement remarquables sur l’affûtage des outils en carbure monobloc. En effet, ce matériau est très fragile et ne supporte pas les chocs, qui créent des fissures pouvant briser l’outil.
L’élimination de tels défauts significatifs n’est pas la seule amélioration. Grâce à des surfaces et des coupes de meilleure qualité, les outils atteignent chez les clients des durées de vie supérieures et permettent parfois d’usiner des matériaux plus difficiles et des diamètres inférieurs.
Concentricité optimale avec Tool Dynamic
En 1996 déjà, HAMIER commercialisait la première machine Tool Dynamic. Depuis, une gamme complète de modèles a vu le jour et permet de trouver une solution adaptée à tous les défis. La Tool Dynamic TD 1002, conçue comme une machine d’établi ou auxiliaire, convient par exemple parfaitement à l’équilibrage des disques d’affûtage. Les adaptateurs d’équilibrage, munis d’un système de serrage automatique, centrent l’outil au micron près, comme la machine d’affûtage d’outils, et garantissent ainsi une haute précision de mesure et de répétabilité. Grâce à l’instrument de mesure de la concentricité en option, vous pouvez même connaître en un seul serrage les battements axial et radial des disques d’affûtage. La TD 1002 intègre un clavier et un écran de commande.
Les Tool Dynamic Comfort et Comfort Plus, les modèles les plus utilisés dans la pratique, sont équipés d’un écran tactile et du logiciel d’équilibrage moderne et convivial TD 4.0. Ces machines permettent d’équilibrer facilement sur deux plans.
La gamme Tool Dynamic comprend de nombreuses versions qui se déclinent jusqu’à la machine d’équilibrage universelle à commande numérique.
TD Automatic, qui équilibre automatiquement les balourds sur un ou deux plans. La Tool Dynamic Preset Microset est la dernière innovation. Elle allie à la perfection les technologies d’équilibrage et de préréglage. Le système d’adaptateur HAIMER, breveté et éprouvé, assure un serrage extrêmement précis de l’outil dans la broche d’équilibrage. Un palpeur d’arêtes permet de mesurer aisément les arêtes des disques d’affûtage.
Par ailleurs, cette machine existe désormais dans la version Industrie 4.0. Ainsi, la vitesse de rotation maximale agréée et établie du jeu de disques d’affûtage est directement et automatiquement saisie dans la commande de la machine d’affûtage, afin d’atteindre cette valeur lors de l’usinage, sans toutefois la dépasser.
HAIMER propose des accessoires spéciaux qui permettent d’intégrer l’équilibrage de manière économique, simple et rapide. Vous trouverez notamment un assortiment complet de fixations de disques d’affûtage pour toutes les machines de marques courantes : notamment Vollmer, Walter, ISOG, UWS Reinecker et Rollomatic. De plus, HAIMER a aussi conçu une gamme compatible avec les machines-outils multitâches, des solutions très tendance, qui intègrent désormais, outre des technologies de fraisage et de tournage, des fonctionnalités d’affûtage.
Die Praxis zeigt: Wuchten ist einfach und effektiv
Mehr Schliessen„Mit gewuchteten Schleifscheibensätzen können wir um 25 bis 30 Prozent höhere Vorschübe fahren. Die Standzeiten und Abrichtzyklen der Scheiben haben sich in gleichem Masse verlängert“ – so ist von vielen Anwendern aus dem Bereich Werkzeugschleifen zu hören. Sie bestätigen auch eine gesteigerte Qualität der hergestellten Hochleistungs-HSS- und -VHM-Werkzeuge. Insbesondere beim Schleifen von Werkzeugen aus Vollhartmetall sind die Auswirkungen des Wuchtens besonders positiv. Denn das Material ist sehr spröde und darf keinen Schlag bekommen, sonst entstehen Haarrisse, die zum Werkzeugbruch führen können.
Die Qualitätsverbesserung lässt sich nicht nur am Ausbleiben solch schwerer Schäden festmachen. Dank der besseren Qualität von Oberflächen und Schneiden erzielen die Werkzeuge bei den Kunden längere Standzeiten und erlauben teilweise die Bearbeitung anspruchsvollerer Materialien und kleiner Durchmesser.
Mit Tool Dynamic zum optimierten Rundlauf
Die erste Tool Dynamic-Maschine brachte HAIMER bereits 1996 auf den Markt. Seitdem entstand eine komplette Baureihe, die für jede Anforderung die passende Lösung bereithält. Als Tisch- und Beistellmaschine konzipiert, ist die Tool Dynamic TD 1002 beispielsweise eine ideale Lösung zum Wuchten von Schleifscheiben. Die Wuchtadapter mit automatischem Spannsystem zentrieren das Werkzeug µm-genau wie die Werkzeugschleifmaschine und sorgen so für höchste Mess- und Wiederholgenauigkeit. Mit der optionalen Rundlaufmessvorrichtung kann sogar in einer Aufspannung der Rund- und Planlauf von Schleifscheiben gemessen werden. Die Bedienung der TD 1002 erfolgt über ein integriertes Tastenfeld und Display.
Die in der Praxis am häufigsten eingesetzten Modelle Tool Dynamic Comfort und Comfort Plus werden durch Touchscreen über die moderne und bedienerfreundliche Auswuchtsoftware TD 4.0 bedient. Sie bieten die Möglichkeit, auf einfache Art und Weise auch in zwei Ebenen zu wuchten.
Die Tool Dynamic Baureihe umfasst zahlreiche Ausbaustufen bis hin zur universellen CNC-gesteuerten Auswuchtmaschine TD Automatic, die den Unwuchtausgleich direkt in einer oder zwei Ebenen automatisch vornimmt. Die jüngste Entwicklung ist die Tool Dynamic Preset Microset, die Auswucht- und Voreinstelltechnik perfekt kombiniert. Die Spannung des Werkzeugs erfolgt in der hochpräzisen Auswuchtspindel mit dem bewährten und patentierten Adaptersystem von HAIMER. Die Kanten der Schleifscheiben können bei dieser Maschine mit Hilfe eines Kantentasters optimal vermessen werden.
Diese Maschine gibt es ganz neu zudem in Industrie 4.0 Ausführung. Hierbei wird die ermittelte, maximal zugelassene Drehzahl des Schleifscheibenpakets direkt in die Steuerung der Schleifmaschine automatisiert übertragen, so dass dann produktiv in zugelassener Maximaldrehzahl auf der Maschine gefahren wird, ohne aber darüber hinauszugehen.
Um den Wuchtvorgang möglichst kosteneffizient, einfach und schnell zu gestalten, bietet HAIMER spezielle Zubehörteile an. Dazu gehört unter anderem ein komplettes Sortiment an Schleifscheibenaufnahmen für Werkzeugschleifmaschinen aller gängigen Fabrikate: unter anderem Vollmer, Walter, ISOG, UWS Reinecker und Rollomatic. Aber auch für die im Trend liegenden Multitaskmaschinen, in die neben Fräs- und Dreh- jetzt auch die Schleiftechnologie integriert wurde, hat HAIMER mittlerweile ein Programm an passenden Aufnahmen zu bieten.
In der neusten Ausgabe finden Sie unter anderem folgende, interessante Themen:
Mehr Schliessen


Schiefe Rohteile? Jeder Polymechaniker kennt das Thema!
Mehr SchliessenDie CNC-Leute sprechen oft von Frässtrategien, Spanvolumen, Oberflächengüte, Form- und Lagetoleranzen. Was selten erwähnt wird, sind schiefe Sägeschnitte, warmgewalzte Zunderschichten, Rohgusstoleranzen, ausgebrannte Teile, oder unterschiedliche Schmiedeaufmasse. Dass die Handhabung dieser Rohteilgeometriefehler jedoch wirtschaftlich eine grosse Rolle spielen kann, wird oft erst im Nachhinein erkannt. Tricks wie Rundmaterial- oder Schmirgeltuch zwischen Spannbacken und Werkstück spannen, sollten der Vergangenheit angehören.
Was tun? Spannrand anfräsen, vorprägen, oder Beides?
Mit dem Doppelpendelbacken-System hat hemo ein ideales Zubehör zu bestehenden Maschinenschraubstöcken im Sortiment, erhältlich im praktischen Systemkoffer.
Anwendung:
Uneingeschränkte Rohteilspannung auf Zunderschicht, Säge- und Brennschnitt, von Guss- und Schmiedeteilen, Rundmaterial, Platten und kubischen Werkstücken. Erste und zweite Aufspannung. Schnittstelle für über 40 Schraubstöcke.
„Als Ergänzung zum bestehenden Maschinenschraubstock wird die Spannweite und die Backenbreite mit einer geringen Zusatzinvestition vergrössert und eine physikalisch korrekte Werkstückspannung erreicht.“
Die hochpräzisen Ausrichtdorne eignen sich zur Überprüfung der Maschinenkinematik.
Mehr SchliessenDie hochpräzisen Ausrichtdorne eignen sich zur Überprüfung der Maschinenkinematik, wie zum Beispiel den axialen bzw. den radialen Versatz von Maschinenachsen oder auch den Versatz von Hauptspindel zu Gegenspindel.
Darüber hinaus werden Ausrichtdorne für die Überprüfung von Rundlauf und Taumelschlag an Spindeln eingesetzt. Durch diese Methode erhalten sie in kurzer Zeit zuverlässige Ergebnisse und umgehen einen zu langen Maschinenstillstand.
„Eignet sich zur Überprüfung der Maschinenkinematik.“

HORN erweitert das Kassettensystem 220 für fast alle Schneidplattentypen im Werkzeugportfolio.
Mehr Schliessen
Auf universellen Grundhaltern lassen sich alle Kassetten direkt und schnell spannen. Die T-förmige Schnittstelle des Systems bietet eine hohe Präzision beim Kassettenwechsel. Des Weiteren stellt die T-Form eine stabile Schnittstelle zwischen dem Grundhalter und der Kassette sicher. Alle Varianten sind mit einer inneren Kühlmittelversorgung ausgestattet. Der Kühlmittelstrahl kommt direkt aus dem Spannfinger und der Unterstützung. Somit ist eine zielgerichtete Kühlung in die Scherzone im Einsatz sichergestellt. Mit einer Schraube lässt sich die obere Öffnung der inneren Kühlmittelversorgung abstellen. Die Übergabe des Kühlmediums zwischen dem Grundhalter und der Kassette erfolgt über die Anlageflächen.
HORN bietet die Radial-Stechkassetten für folgende Plattentypen an: S100, S224, S229, S274, 34T, 312, S315, S316 sowie für die sechsschneidige Stechplatte des Typs S64T. Für das Axialstechen sind die Kassetten für die Systeme S25, S224 und S229 ausgelegt. Durch die hohe Vielfalt des Stechsystems lassen sich eine hohe Anzahl an Stechbreiten, Stechtiefen, Abstechoperationen sowie an den Werkstoff angepasste Substrate und Beschichtungen sicherstellen. Die Grundhalter kann der Anwender je nach Maschinenschnittstelle auswählen. HORN bietet die Grundaufnahmen als Vierkant, Rundschaft, TS-Schnittstelle, HSK-Schnittstelle oder als Polygon-Schnittstelle an.
Für den flexiblen und produktiven Einsatz von Werkzeugen bei kleinen und mittleren Losgrössen spielt die Modularität der eingesetzten Werkzeugsysteme eine entscheidende Rolle. Die Systeme lassen sich flexibel und rüstfreundlich im Arbeitsraum integrieren. Das Ziel ist es hierbei, die Rüstzeiten bei Werkzeugwechseln deutlich zu reduzieren und die Effektivität der Maschine zu erhöhen. HORN bietet mit den modularen Werkzeugsystemen diese Möglichkeiten. Das System lässt sich auf Einspindeldrehmaschinen und auf Mehrspindelmaschinen gleichermassen einsetzen. Der Wechsel der Kassetten gestaltet sich bedienerfreundlich und präzise.
„Der Wechsel der Kassetten gestaltet sich bedienerfreundlich und präzise.“

LEISTUNGSFÄHIGER STECHPROZESS MIT HOHEN SCHNITTWERTEN
Mehr Schliessen
HORN bietet für das Abstechsystem S100 neue Haltervarianten für das Abstechen auf Dreh- und Fräszentren mit der Vorschubbewegung durch die Y-Achse. Das Verfahren ermöglicht einen leistungsfähigen Stechprozess mit hohen Schnittwerten und damit eine kürzere Bearbeitungszeit. Des Weiteren besteht die Möglichkeit zum Abstechen grosser Durchmesser mit einem kompakten Stechhalter, sowie zum Abstechen mit schmäleren Stechbreiten.
Speziell beim Abstechen von Werkstücken mit grösseren Durchmessern entstehen grosse Hebelkräfte. Die Platzverhältnisse in der Maschine erlauben oft nicht den Einsatz von Werkzeugen mit grösserem Querschnitt. Bei der neuen Anordnung der Schneide im Werkzeugträger werden die Schnittkräfte in den Hauptquerschnitt des Stechhalters eingeleitet. Dadurch ergibt sich bei gleichen Querschnitten der Stechhalter eine höhere Steifigkeit des Gesamtsystems.
Dies erlaubt höhere Vorschübe bei gleicher Stechbreite. Der Kraftfluss in Längsrichtung des Werkzeugs erlaubt schmälere Halter bei gleicher Steifigkeit des Systems. Bei modernen Generationen der Dreh- und Fräszentren führt das Abstechen mit den neuen Stechwerkzeugen zu einer Einleitung der Schnittkraft in Spindelrichtung und damit zu einer höheren Steifigkeit des Gesamtsystems.
Horn bietet für das Abstechverfahren zwei Haltervarianten an. Für das modulare Stechsystem 842 und 845 eine Kassette mit den Schneidbreiten 3 mm und 4 mm. Darüber hinaus ein verstärktes Stechschwert, ebenfalls mit den Breiten 3 mm und 4 mm. Beide Varianten sind mit einer inneren Kühlmittelzufuhr durch den Spannfinger und durch die Unterstützung ausgestattet. Darüber hinaus besteht beim System S100 die Möglichkeit, direkt durch die Schneidplatte zu kühlen. Die maximale Stechtiefe (Tmax) liegt bei 60 mm. Zum Einsatz kommt die bewährte Stechplatte des Systems S100, welche in verschiedenen Substraten und Geometrien lieferbar ist.
„Hohe Schnittwerte und kürzere Bearbeitungszeiten erzielen die neuen Haltervarianten beim Abstechen über die Y-Achse.”

DANN WÄHLEN SIE DEN PRO!
Mehr SchliessenGEN3SYS®XT PRO Halter für eine bessere Performance!
Das GEN3SYS®XT Pro Hochleistungsbohrsystem mit austauschbaren Schneideinsätzen wurde entwickelt, um das Anwendungsspektrum des T-A® Bohrsystems zu erweitern. Das Angebot besteht aus verschiedenen HM Qualitäten, Geometrien und auch einer Vielzahl an Beschichtungen, die für die anspruchsvollsten Anwendungen zur Verfügung stehen.
In diesem Katalog finden Sie eine Auswahl an HORN-Produkten, die speziell für den Einsatz auf Langdrehmaschinen abgestimmt sind.
Mehr Schliessen
In diesem Katalog finden Sie eine Auswahl an HORN-Produkten, die speziell für den Einsatz auf Langdrehmaschinen abgestimmt sind. Zu den folgenden Themen haben wir die passenden Werkzeuge für Ihren Anwendungsfall zusammengestellt: Innenbearbeitung | Ein- und Abstechen | Aussenbearbeitung | Gewindewirbeln | Lineareinheiten.

Gamma besteht aus einer Serie von Hochleistungs-Ausdrehköpfen.
Mehr Schliessen
Gamma besteht aus einer Serie von Hochleistungs-Ausdrehköpfen. Sie sind im Verstell- und Schneidenbereich absolut baugleich mit den Standard Zweischneidern und Feinbohrköpfen der modularen URMA Systeme «Alpha-modul» und «Beta-modul». Somit bieten sie dem Anwender auch die gleichen Vorteile. Der einzige Unterschied ist die Aufnahmeseite. Anstelle eines Alpha- oder Beta-Zapfens ist beim Gamma-System ein zylindrischer Weldon-Schaft angebracht. Damit lassen sich Zweischneider und Feinbohrköpfe ganz einfach mit jedem Weldon- oder Spannzangenfutter halten.

In dieser Ausgabe finden Sie unter anderem folgende, interessante Themen:
Mehr Schliessen


Wenn`s bei kleinen Bauteilen eng wird sind Lösungen für die freie Zugänglichkeit der Werkzeuge zum Werkstück gefragt.
Beispielsweise sind beim 5-Achsfräsen, Fräserdurchmesser im Bereich von 0.15mm, mit Auskraglängen von wenigen mm an der Tagesordnung. Das Werkstück soll mit derart kleinen Werkzeugen allseitig ohne Störstellen erreicht werden können.
Einige Punkte aus dem Pflichtenheft:
Ein zentrisch spannendes System für die Fünfachsbearbeitung:
«Steckbrief» Grundgerät

„Wir nennen ihn „varia Mini“, weil er klein und für die Kundenanwendung äusserst variabel ist“

Die Serie 931 ist speziell für die Uhrenindustrie entwickelt.
Mehr SchliessenIGUANA – Der Laser geschärfte Diamantfräser für eine lange Lebensdauer
Entdecken Sie jetzt die neue Iguana Serie!


„Das ist für uns schon eine große Schraube“, sagt Marco Schneider, als er die Schraube unter einem Mikroskop vermisst.
Die Schraube: Gewindegröße S 0,6 (Schweizer Uhrengewinde), Gewindelänge 0,55 mm und der Kopf hat einen Durchmesser von 1,2 mm. Die Laubscher Präzision AG aus Täuffelen setzt bei der Mikrobearbeitung auf Werkzeuge der Paul Horn GmbH. Für Kleinstteile entwickelte Horn das Werkzeugsystem µ-Finish. Eine sehr hohe Schneidenqualität, sehr hohe Wechselgenauigkeiten im µm-Bereich und schwingungsarme Werkzeugträger zeichnen dieses System aus.
Für die Herstellung dieser Schrauben würde sich der „normale“ Zerspaner wohl die Zähne ausbeißen. Die Werkstücke sind mit bloßem Auge kaum von einem Span zu unterscheiden. Trotz der kleinen Abmessungen der Schrauben, werden diese mittels Spanzange / Gegenspindel an der Hauptspindel abgenommen, um an der Gegenseite bearbeitet werden zu können. Für die Schrauben mit Gewindegröße S 0,6 und einer Gewindelänge von 0,55 mm setzen die Schweizer auf das Horn µ-Finish-System. Die Maßkontrolle erfolgt unter einem Mikroskop mit 50-facher Vergrößerung.
Scharf und schwingungsarm
Als Werkstoff dient Automatenstahl, der von der Stange mit 3 mm Durchmesser bearbeitet wird. Bei allen Bearbeitungsschritten kommen die µ-Finish-Werkzeuge zum Einsatz. „Für die präzise Bearbeitung von Kleinstteilen ist es sehr wichtig, dass die Werkzeuge absolut scharf geschliffen und die Werkzeughalter schwingungsarm sind“, erklärt Alain Kiener, Produktionsleiter bei Laubscher. Des Weiteren spielt die garantiert ausbruchsfreie Schneidkante eine entscheidende Rolle in der Mikrobearbeitung. Jede Unregelmäßigkeit an der Schneide spiegelt sich auf dem Werkstück wider.
Steigerung der Standzeit auf 1.000 Einstiche
Von dem Bauteil aus X5CrNi18-10 (1.4301) fertigt Laubscher zwischen 100’000 – 200’000 Stück pro Jahr. Die Sollbruchstelle hat einen Durchmesser von 0,1 mm. „Am Anfang hatten wir das Werkzeug für das Profil der Sollbruchstelle selber geschliffen. Durch die Schneidenqualität von Horn konnten wir jedoch die Standzeit der Werkzeuge auf 1’000 Einstiche pro Schneide steigern“, sagt Marco Schneider. Für den Einstich ins Volle auf den Durchmesser von 0,1 mm ist eine scharfe Schneidkante sowie ein schwingungsgedämpfter Werkzeughalter unabdingbar.
Das Werkzeugsystem S274 µ-Finish hat als Hauptzielgruppe Anwender in der Mikrobearbeitung. Die Basis für das Werkzeugsystem baut auf dem System S274 auf. Die Schneiden sind mit höchster Sorgfalt geschliffen. Jedes Werkzeug durchläuft in der Fertigung eine 100 Prozent Kontrolle, um die Schneidkantenqualität sicherzustellen. Der Plattensitz
des Werkzeugträgers ermöglicht eine Wechselgenauigkeit im µm-Bereich. Dies erlaubt das Wenden der Schneidplatte in der Maschine, ohne die Spitzenhöhe und die anderen Maße neu ausmessen zu müssen. Horn bietet neben zahlreichen Standardprofilen die Schneidplatten auch in Sonderformen und Beschichtungen auf Kundenwunsch an.
„Horn bietet High-End-Werkzeuge für viele Anwendungen. Von der Uhrenschraube, Medizinalteil bis hin zum Hydraulikteil gibt es Lösungen. Wir setzen Horn-Werkzeuge – vom Langdreher bis zum Mehrspindler – auf fast jeder Maschine ein“, so Alain Kiener.
Die enge Partnerschaft zwischen Laubscher – Horn – Dihawag besteht schon seit 25 Jahren. In dieser Zeit konnte Horn mit seinen Werkzeugen schon viele Herausforderungen erfolgreich lösen.
„Die Zusammenarbeit ist top. Die Verantwortlichen von Dihawag und Horn kümmern sich schnell und zuverlässig um unsere Zerspanaufgaben. Es besteht eine echte Partnerschaft und die Lieferzeiten der Werkzeuge sind erstaunlich“, so Kiener.

„Für die Schrauben mit Gewindegröße S 0,6 und einer Gewindelänge von 0,55 mm setzt Laubscher auf das Horn µ-Finish-System.” Bilder HORN
LAUBSCHER PRÄZISION AG
Auf 20.000 Quadratmetern fertigt die Laubscher Präzision AG mit rund 250 Mitarbeitern Drehteile für die Medizintechnik, Uhrenindustrie und Automobilindustrie. Darüber hinaus ist Laubscher für weitere Kundenbranchen tätig. In Seriengrößen von 500 bis mehrere Millionen Teile in den Durchmesserbereichen von 0,3 mm bis 42 mm bietet Laubscher seinen Kunden ein hohes Knowhow und Präzision bis in den µm-Bereich.

URMA präsentiert weitere Innovation in der Reibtechnologie für Durchmesser bis 200 mm
Mehr Schliessen
URMA stellt seit Jahren das Reiben auf den Kopf!
Reiben ist ein sehr wirtschaftlicher Zerspanungsprozess. Im Vergleich zum Ausdrehen ist Reiben um ein Vielfaches schneller und kann die Stückkosten massiv senken. Hinzu kommt, dass beim Ausdrehen meistens häufig nachjustiert werden muss was gleichzeitig einen hohen Messaufwand nach sich zieht. Verständlich also, dass der Wunsch, auch grössere Durchmesser reiben zu können, die Werkzeug-Hersteller antreibt. Die bisher auf dem Markt verfügbaren Reibwerkzeuge dieser Grössenordnung sind entweder gelötete Sonderwerkzeuge oder durchmesserspezifische Reibwerkzeuge mit geklemmten Schneiden. Alle haben sie gemeinsam, dass der Ersatz von verschlissenen Schneiden relativ aufwendig ist. Einerseits ist die Logistik gefordert die empfindlichen und oft schweren Sonderwerkzeuge zwischen Einsatz und Neubestückung zu koordinieren. Doch vor allem bereitet die Justierung von neubestückten Werkzeugen vielen Anwendern Mühe.
Mit «RX large» geht URMA wieder einmal neue Weg. RX large ist ein Schnellwechsel-Reibsystem das vorerst für den Durchmesserbereich 140-200 mm verfügbar ist. Das Schnellwechselkopfsystem ist ähnlich aufgebaut wie das erfolgreiche, kleinere RX System für Durchmesser bis 140mm. Die patentierte Aufnahme mit Kurzkegel garantiert dabei eine Wechselgenauigkeit von 5 µm. Jede Wechselkopfgrösse deckt einen Durchmesserbereich von 10mm ab. Und das komplett modular!
Die Schneiden selbst werden in einem völlig neuartigen Verbindungssystem gehalten. Es verspricht hohe Wiederholgenauigkeit und optimale Stabilität. Der Wechsel von verbrauchten Schneiden ist schnell und einfach durchzuführen. Für die unterschiedlichsten Bearbeitungsfälle steht eine Vielzahl von Schneidstoff-, Beschichtungs- und Geometrievarianten zur Verfügung. Unterstützung für die Schneiden- und Schnittdatenwahl erhält der Anwender auch in der Mobile App „URMA S.M.A.G“ die für iOS und Android kostenlos zur Verfügung steht.
URMA RX large bedeutet hohe Flexibilität und tiefe Kosten pro Bohrung. Durch den modularen Aufbau können Werkzeuglängen und Durchmesser frei kombiniert werden. Oft können dadurch teure Sonderwerkzeuge vermieden werden. RX large ist konzipiert um die Kosten pro Bohrung zu senken. Hohe Zerspanungswerte sind dabei eine wichtige Komponente. Eine andere ist, dass Maschinen-Stillstandzeiten auf ein Minimum reduziert werden. Das zusätzliche Ausrichten und Einstellen entfällt bei RX large. Durch das weltweite URMA Netzwerk von Tochtergesellschaften und Vertriebspartnern kann der Anwender auf kompetente Unterstützung zählen. Insbesondere übernehmen die URMA-Fachleute die Neubestückung und das korrekte Einstellen der Wechselköpfe, sofern das der Anwender nicht selber machen möchte.
URMA legt grossen Wert auf Nachhaltigkeit. So wird der Hartmetallanteil auf ein Minimum reduziert. Für die verschlissenen Schneiden bietet URMA zudem ein Retrofit Programm an. Dadurch können Schneiden mehrfach genutzt werden und tragen zur weiteren Kostenreduktion bei.

Das Einlippen-Tiefbohrverfahren wird heute im Durchmesser-bereich von 0.8 mm bis 54 mm in drei Ausführungen eingesetzt, und erlaubt Bohrtiefen, die um ein vielfaches grösser sind als die Durchmesser.
Im Bereich unter 2.0 mm werden hauptsächlich Vollhartmetall-bohrer (Ø 0.8 – 12.0 mm), bei denen der Schneidkopf und der Schaft aus einem Stück bestehen, verwendet. Darüber hinaus stellen wir klassische Kanonenbohrer mit Stahlschaft in zwei
Ausführungen her. Zum einen mit einem aufgelöteten Hartmetallschneidkopf (Ø 1.85 – 54.0 mm) und zum anderen, ebenfalls aufgelötet, mit einem Stahlkopf mit Wendeschneid-platten (Ø 12.0 – 28.0 mm).
Das Einlippen-Tiefbohrverfahren ist gekennzeichnet durch einen Kühlkanal im Werkzeug. In diesem wird der Kühlschmierstoff zugeführt und in einer V-förmigen Spannut mit den Spänen herausgespült.
VORTEILE

Download Katalog Einlippenbohrer
Wir freuen uns, Ihnen als HAIMER Competence Partner in Biel unseren Showroom präsentieren zu können.
Mehr Schliessen
Interessenten können folgende HAIMER Produkte besichtigen und testen:
Wir zeigen Ihnen die Möglichkeiten digitaler Datenkommunikation unserer HAIMER Geräte auf (HQR, Postprozessor, RFID etc.) sowie die Vorteile einer Einbindung im modernen digitalisierten Betrieb mit der MDM (Manufacturing Data Management) Software. Melden Sie sich jetzt unter der HAIMER Hotline, +41 32 344 60 78 | haimer-service@dihawag.ch, für einen unverbindlichen Termin an oder kontaktieren Sie Ihre DIHAWAG Ansprechsperson.

Härter als Hartmetalle, Schneidkeramiken und Cermets
Mehr SchliessenUnter dem Begriff «hochharte Schneidstoffe» werden Materialien zusammengefasst die härter als Hartmetalle, Schneidkeramiken und Cermets sind. Die Firma Dihawag (der Name steht für DIamant und HArtmetall Werkzeug AG) bietet als Komplettanbieter ein Programm zum Bohren, Drehen, Fräsen und Reiben in allen hochharten Schneidstoffen an. Diese Schneidstoffe stehen in unzähligen verschiedenen Substraten zur Verfügung und können teilweise sogar auf die konkrete Kundenaufgabe hin optimiert werden. Im Gegensatz zu früheren Zeiten, als hochhart gleichbedeutend mit spröde war, haben sich durch weiterentwickelte Substrate und Verfahren neue Möglichkeiten ergeben, die hier vorgestellt werden sollen. Vereinfacht gesagt kommen hochharte Schneidstoffe heute zum Einsatz wenn bestehende Verfahren mit HM Werkzeugen an ihre Grenze stossen und eine schärfere, präzisere, härtere und ausdauerndere Schneidkante gewünscht ist.
Übersicht Schneidstoffe:


Dieses Jahr zählt zu einem Jahr, das Geschichte geschrieben hat. Trotz der Tiefen haben wir auch diese Situation gemeistert. Was das nächste Jahr bringen wird, können wir bis heute nicht sagen, umso mehr ist es
Zum Jahresende ein herzliches Dankeschön für die wertvolle Zusammenarbeit gerade in diesem speziellen Jahr – miteinander können wir viel bewirken! Wir wünschen Ihnen ein schönes Weihnachtsfest und ein gesundes, fröhliches und erfolgreiches 2021.
Ihr DIHAWAG Team.
Christian Haberzeth

Heute mit W&F – Einsparungspotential: WF-MICRO
Mehr SchliessenDIHAWAG Décolletage. Ihr Partner für smarte Komplettlösungen im Bereich Drehtechnik – aus einer Hand. Mit folgenden Lösungen können Sie die Stillstandzeit Ihrer Maschine auf ein Minimum reduzieren.
Einsparungspotential: WF-MICRO
WF-Micro – das innovative modulare Adaptersystem für statische Werkzeuge auf allen gängigen Langdrehmaschinen und Mehrspindeldrehautomaten, das Ihnen eine bis dato unerreichbare Produktivität ermöglicht. Nutzen Sie die Vorteile von WF-Micro und steigern Sie ihre Produktivität.


Heute mit HAIMER – Spanntechnik für Drehmaschinen
Mehr SchliessenDIHAWAG Décolletage. Ihr Partner für smarte Komplettlösungen im Bereich Drehtechnik – aus einer Hand. Mit folgenden Lösungen können Sie die Stillstandzeit Ihrer Maschine auf ein Minimum reduzieren.
Spanntechnik für Drehmaschinen
Von HAIMER gibt es jetzt neue Werkzeugspannlösungen für Drehmaschinen und Rundtaktmaschinen. Dazu zählen spezielle HAIMER Schrumpfspannzangen mit ER11, ER16, ER20, ER25 und ER32 Konus, die bei Werkzeugrevolvern die Vorteile der Schrumpftechnik eröffnen. Die neuentwickelten Schrumpfspannzangen lassen sich in gängige ER-Aufnahmen einsetzen und sind mit den handelsüblichen ER-Spannmuttern kompatibel. Durch ihre geschlossene Form sind diese kühlmitteldicht und ein Verschmutzen des Spannkegels ist ausgeschlossen. Im Gegensatz zu üblichen Spannzangen überzeugen die Schrumpfspannzangen durch eine hervorragende radiale Rundlaufgenauigkeit sowie durch einfachen, schnellen Werkzeugwechsel. Dadurch werden Schwingungen reduziert, was der erzeugten Oberflächengüte und den Standzeiten der Werkzeuge entgegenkommt. Die HAIMER Schrumpfspannzangen lassen sich auch direkt in angetriebenen Werkzeughaltern verwenden, wo sie durch ihre hohe Steifigkeit und Präzision zu überzeugen wissen. Optional können sie mit dem HAIMER Cool-Jet ausgestattet werden, das dafür sorgt, dass das Kühlschmiermittel exakt zur Werkzeugschneide gelangt. Einfach und prozesssicher werden die Schrumpfspannzangen auf einem HAIMER Power Clamp Air i4.0 mit Motorspule, konturunabhängiger Luftkühlung und Scanner (zum Auslesen der richtigen Parameter) geschrumpft.


Heute mit GRAF – Schnellwechselsystem Lineareinheit
Mehr SchliessenDIHAWAG Décolletage. Ihr Partner für smarte Komplettlösungen im Bereich Drehtechnik – aus einer Hand. Mit folgenden Lösungen können Sie die Stillstandzeit Ihrer Maschine auf ein Minimum reduzieren.
Schnellwechselsystem Lineareinheit
Die Wirtschaftlichkeit von Langdreh-maschinen hängt unter anderem von der Geschwindigkeit und der Genauigkeit des Werkzeugwechsels ab. Mit der Graf-Lineareinheit ist ein schnelles und genaues Wechseln möglich. Der zentrale Kühlmittelanschluss und das Lösen von nur einer Schraube, bewirken ein einfaches Handling beim Wechseln der Werkzeugträger.


DIHAWAG Décolletage. Ihr Partner für smarte Komplettlösungen im Bereich Drehtechnik – aus einer Hand. Mit folgender Lösung können Sie die Stillstandzeit Ihrer Maschine auf ein Minimum reduzieren.
Schnelligkeit im Blut
Mit Schnelligkeit verbindet das Entwicklungsteam von EWS die Anforderung, innerhalb kürzester Zeit ein Werkzeugsystem umzurüsten. Beim Boxenstopp gewinnt man Rennen! Rüstzeiten, bzw. Werkzeugwechselzeiten beeinflussen, vor allem bei kleinen Losgrößen, den Wirkungsgrad einer Dreh-Fräszelle signifikant. Varia VX setzt hier Maßstäbe. Durch die anwenderfreundliche Einhandbedienung kann ein Werkzeug binnen 20 sec. komplett gewechselt werden.Das nennen wir VXtreme.
240 Sek = Herkömmliche Werkzeugwechsel inkl. Ausrichtung
20 Sek = .Varia VX
91.7 % ZEITERSPARNIS!


High-End VHM-Schaftfräser mit Schaftkühlung von ZECHA
Mehr Schliessen
Bei der Bearbeitung hochabrasiver Werkstoffe, NE-Metalle oder bleifreiem Kupfer in den verschiedensten Branchen stösst so manches Werkzeug an seine Grenzen. ZECHA hat mit der neuen Serie 918 ihre Diamantwerkzeug-Linie IGUANA für den Mikrobereich weiter revolutioniert. Die Mehrschneider im kleinen Durchmesserbereich mit scharfen Schneidkanten und hochverschleissfester, geschlossener Diamantbeschichtung sind nun auch in optimierter Geometrie mit Schaftkühlungssystem erhältlich.


sein Dreischneider-Portfolio hin zu kleineren Maßen ab
Mehr Schliessen
Für den Einsatz auf Langdrehmaschinen und zum Ein- und Abstechen auf kleineren Drehmaschinen entwickelte die Paul Horn GmbH das neue System 32T. Der Werkzeughersteller erweitert das Werkzeugsystem um Varianten zum Gewindedrehen, Einstechen und Längsdrehen sowie zum Einstechen mit Vollradius. Die zentrale Klemmschraube bietet eine hohe Wechselgenauigkeit der Schneidplatte und einen direkten Anzug in den Plattensitz des Werkzeugträgers. Zudem sind keine Spannelemente notwendig, die den Spanfluss negativ beinträchtigen könnten. Der Schraubenkopf der Spannschraube erzeugt keine Störkontur, was das Einstechen an einem Bund sowie das Abstechen direkt an der Spindel ermöglicht. Die präzisionsgesinterte Stechplatte ist als neutrale Platte sowohl links als auch rechts einsetzbar. Horn rundet mit dem System 32T sein Dreischneider-Portfolio hin zu kleineren Maßen ab.
Die maximale Stechtiefe des Systems beträgt 4 mm, bei einer Stechbreite (w) von 0,5 mm bis 2,5 mm. Für Einstechoperationen sind die Stechplatten mit gerader Schneide sowie mit Vollradius verfügbar. Zum Abstechen gibt es die Wendeschneidplatte von Horn mit einer 15-Grad-Abstechschräge. Für die prozesssichere Spanableitung sorgt eine rundgeschliffene Spanformgeometrie. Der Werkzeugträger ist als Quadratschaft, in 8 x 8 mm, 10 x 10 mm, 12 x 12 mm und 16 x 16 mm ausgelegt. Alle Versionen sind mit einer inneren Kühlmittelzufuhr ausgestattet und in linker und rechter Ausführung erhältlich. Bei den Substraten kann der Anwender zwischen EG35 (Materialgruppe P und M) oder der Sorte EG55 (Materialgruppe P) wählen.

Jeden Tag steigen die Anforderungen an Präzisionswerkzeuge. Noch höhere Werkzeugstandzeiten, noch höhere Genauigkeiten und noch höhere Oberflächengüten. Eines ist klar, dafür sind noch ausgefallenere Werkzeuge gefragt. Zwei Experten, die ZECHA Hartmetall- Werkzeugfabrikation GmbH und der Maschinenhersteller KERN Microtechnik GmbH, haben sich zusammengefunden, um ihre Leidenschaft für maximale Präzision auszuleben: Was ist Präzision und wie weit kann man gehen? Der Beweis – ein gefräster Schriftzug in einem menschlichen Haar – gibt die eindeutige Antwort: sehr weit. Die Faszination ist groß. Schwer vorzustellen,ein Haar könne mit einem Fräser beschriftet werden. Jeder weiß wie fein Haare sind,wie mikroskopisch klein muss erst der eingesetzte Fräser sein? Doch ZECHA und KERN haben das Unvorstellbare möglich gemacht und ein menschliches Haar mit einem Durchmesser von 90 μm mit einem zweischneidigen ZECHA-Fräser beschriftet. Als Spezialist für Mikrozerspanungs-, Stanz- und Umformwerkzeuge produziert und entwickelt ZECHA seit fast 60 Jahren hochwertige und präzise Werkzeuglösungen für die unterschiedlichsten Branchen und Anwendungsfälle. Der eingesetzte speziell entwickelte Vollhartmetall- Schaftfräser mit zwei Schneiden ist mit seinen lediglich 10 μm Durchmesser extrem feingliedrig und präzise. Im Zusammenspiel erzielen Werkzeug und Maschine, hier die KERN Micro HD, bei einer Spindeldrehzahl von bis zu 50.000 min-1 und einem Vorschub pro Zahn von 1 μm die unglaubliche Schriftbreite von 10,73 μm. Ergebnisse, die nur unter einem Rasterelektronenmikroskop zu begutachten sind. Auch wenn die Beschriftung eines menschlichen Haars in Zukunft keine Notwendigkeit darstellt, zeigt uns dieser Beleg, welche Präzisions-Dimensionen in der Mikrozerspanung erreicht werden können. Die hohe Qualität und Genauigkeit werden dabei pro Anwendungsfall nur mit der idealen Kombination aus Werkzeug, Maschine und Anwender gewonnen.
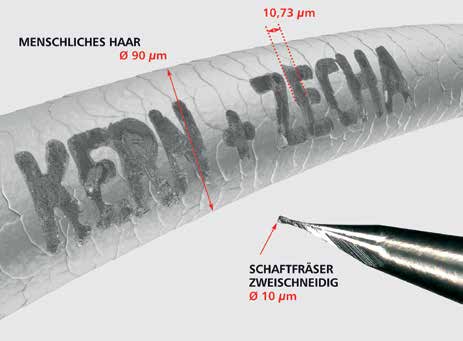
Menschliches Haar präzise beschriftet mit einem zweischneidigen VHM-Schaftfräser von ZECHA.

Vielseitige Lösungen zum Nutfräsen, Ausspindeln und Anfasen.
Mehr Schliessen
Für die produktive Bohrungsbearbeitung ab 8 mm Durchmesser erweitert die Paul Horn GmbH ihr Portfolio zum Zirkularfräsen. Mit dem dreischneidigen Frässystem 304 bietet der Werkzeughersteller eine vielseitige Lösung für das Nutfräsen, Ausspindeln und Anfasen.
Die Schneidplatte mit einem Schneidkreis von 7,7 mm zeigt sich in Verbindung mit dem schwingungsdämpfenden Hartmetallschaft flexibler gegenüber dem Einsatz von Vollhartmetall-Nutfräsern. Das Substrat und die Geometrie lassen sich leicht auf den zu bearbeitenden Prozess abstimmen. Die innengekühlten Schäfte ermöglichen eine zielgerichtete Kühlung der Kontaktzone.
Die Schneidplatten zum Nutfräsen sind in den Schneidbreiten (w) 0,5 mm, 1 mm, 1,5 mm und 2 mm erhältlich. Für das Fräsen von Sicherungsringnuten bietet Horn das System mit den Schneidbreiten 0,8 mm, 0,9 mm, 1,1 mm sowie 1,3 mm, die Variante mit Vollradius mit den Radien 0,4 mm, 0,6 mm und
0,8 mm. Für das Fräsen von Fasen sind die Winkel 45, 30 und
15 Grad erhältlich. Bei den Substraten setzt HORN für die allgemeine
Stahlzerspanung auf die Sorte EG55 und für die Bearbeitung von rostfreien Stählen sowie Superlegierungen auf die Sorte IG35.
Das Zirkularfrässystem von Horn bietet dem Anwender eine Reihe von Verfahrensvorteilen: Es ist schnell, prozesssicher und erzielt gute Oberflächenergebnisse. Dabei taucht das auf einer Helixbahn geführte Werkzeug schräg oder sehr flach in das Material ein. Dadurch lassen sich beispielsweise Gewinde in reproduzierbar hoher Qualität herstellen. Im Vergleich zur Bearbeitung mit Wendeschneidplatten bei größeren Durchmessern oder VHM-Fräsern bei kleineren Durchmessern ist Zirkularfräsen in der Regel wirtschaftlicher. Zirkularfräser haben ein breites Einsatzgebiet. Sie bearbeiten Stahl, Sonderstähle, Titan oder Sonderlegierungen. Die Präzisionswerkzeuge eignen sich besonders für die Prozesse Nutfräsen, Bohrzirkularfräsen, Gewindefräsen, T-Nutfräsen und Profilfräsen.

Mit EWS Varia VX führen Sie den Werkzeugwechsel in nur wenigen Sekunden durch und profitieren durch die axiale, querkraftfreie Dreipunktspannung vom optimalem Rundlauf. Dank der Einhandbedienung außerhalb des Schneidenbereiches wird das Verletzungsrisiko auf ein Minimum reduziert. Die große Vielfalt an Einsätzen deckt die optimale Werkzeugspannung für jeden möglichen Einsatzzweck ab.

HORN erweitert die Systeme Mini 108 und Mini 114 mit einer neuen Geometrie GM zum Gewindedrehen. Sie eignet sich zum Drehen von metrischen ISOInnengewinden im Teil- und Vollprofil. Die Spanformgeometrie ermöglicht kurze Späne auch bei schwer zerspanbaren sowie langspanenden Werkstoffen. Dies verringert die Gefahr eines Spänestaus, verhindert ein Aufwickeln der Späne um den Werkzeugträger und erhöht dadurch die Prozesssicherheit. Des Weiteren erleichtert der Spanbruch die Handhabung der Späne. Das System 108 eignet sich für metrische Innengewinde ab dem Durchmesser M10 in den Steigungen von 0,5 bis 1,25 mm. Die Variante des Systems 114 eignet sich für Steigungen bis 2,5 mm. Die Schneidplatten sind in Teil- und Vollprofilausführung erhältlich. Als Werkzeugträger stehen die Standard- Drehhalter des Systems Mini zur Verfügung. Die stirnseitig verschraubten Schneidplatten des Typs Mini zählen zu den Kernprodukten von Horn. Das Werkzeugsystem eignet sich für Drehund Fräsanwendungen. Bewährt haben sich die Präzisionswerkzeuge insbesondere beim Innenausdrehen sowie beim Inneneinstechen. Mit den schwingungsarmen Hartmetall- Werkzeugträgern erzeugen die Schneidplatten auch bei längeren Auskragungen gute Oberflächen und gewährleisten eine hohe Prozesssicherheit. Das weite Portfolio des Mini-Systems bietet Schneidplatten in verschiedenen Größen für unterschiedliche Innendurchmesser, unterschiedliche Geometrien und Substrate sowie CBNoder Diamantbestückungen.
Eigenschaften von Ultra PKD:
Einsatzgebiete:

Colin Grey ist seit Jahresanfang unser neuer, technischer Verkaufsberater. Er hat eine fundierte, technische Ausbildung zum Polymechaniker und eine Weiterbildung zum technischen Kaufmann absolviert. Zusammen mit unserem regionalen Verkaufsleiter Christoph Breu betreut er das Gebiet vom Zürcher Oberland über St. Gallen-Nord bis zum Appenzellerland. In seiner Freizeit ist er auf seinem Enduro Bike unterwegs oder mit seinem Downhill Bike im Bike-Park!

Raphael Nobs ist seit letztem November technischer Verkaufsberater bei DIHAWAG. Auch er hat nach seiner technische Ausbildung zum Polymechaniker eine Weiterbildung zum technischen Kaufmann erfolgreich abgeschlossen. Er betreut das Gebiet vom Zürcher Unterland über Schaffhausen bis zum Thurgau. In seiner Freizeit sorgt er als Torwart beim FC Stein am Rhein für möglichst wenige Gegentore und hat nicht nur den Ball, sondern als Kassier, auch die Finanzen fest im Griff!
Unterstützt werden die beiden von unseren langjährigen Mitarbeitenden Christoph Breu, Wilfried Iseppi und Remo Röllin. Wir wünschen
viel Spass und Erfolg für die neue Herausforderung!
Die RFID fähige Spannzange kann in eine Industrie 4.0 taugliche Fertigung integriert werden, wodurch diese transparenter gestaltet werden kann. Durch die RFID Technologie bekommt die Spannzange eine eindeutige Identifikation. Zudem können statistikrelevante Daten, wie Spannzyklen und Laufzeiten der Spannzange, über die Maschine in einer separaten Datenbank abgespeichert werden. Diese wichtigen Informationen stehen dem Kunden für zukünftige Auswertungen zur Verfügung.

Das Werkzeugvoreinstellgerät VIO linear toolshrink ist auch ein wesentlicher Bestandteil des neuen HAIMER Automation Cube, einer Roboterzelle mit einem Platzbedarf von knapp 10 qm, mit der sich die Werkzeugvoreinstellung komplett automatisieren lässt. Das System deckt von der Montage bzw. Demontage, dem Vermessen und Wuchten der Werkzeuge alle Prozessschritte ab – mit der gewohnt hohen Prozesssicherheit. Selbstverständlich lassen sich alle in der Zelle installierten Geräte auch in manuellem Modus weiterhin wie gewohnt betreiben und nutzen.

Profitieren Sie bis am 31.12.2020 von dem 7+1 Angebot!*
Mehr SchliessenIn der Bohrtechnologie setzt das Hochleistungsbohrsystem GEN3SYS®XT PRO mit austauschbaren Schneideinsätzen weiterhin höchste Massstäbe. Die umfangreiche GEN3SYS®XT PRO Werkzeugauswahl enthält neue, innovative Beschichtungen und Schneidegeometrien, die in verschiedenen Materialien punkto Leistung, Produktivität und Standzeit neue Möglichkeiten bietet.
Zur Einführung dieses Bohrsystems offerieren wir Ihnen bis zum 31.12.2020, bei einer Bestellung von 7 Einsätzen, einen Bohrhalter Ihrer Wahl kostenlos dazu.
Eigenschaften und Vorteile
*Aktionsbestimmungen und -gültigkeit entnehmen Sie dem beiliegenden Flyer



Das Hochleistungsschrumpfgerät für Anspruchsvolle!
Mehr SchliessenDie HAIMER Power Clamp Comfort i4.0 ist ein Hochleistungsschrumpfgerät für Anspruchsvolle und setzt neue Maßstäbe hinsichtlich der Vernetzung und Kommunikation in der Welt der Schrumpftechnik.
Die Schrumpfgeräte der HAIMER Power Clamp i4.0 Reihe ermöglichen einfachstes teilautomatisiertes Schrumpfen. Sie sind ideal für Anwender geeignet, die häufig Schrumpfvorgänge durchführen und von einer ergonomisch und digital vereinfachten Bedienung profitieren möchten.
DIHAWAG wurde 1980 von Winfried Haberzeth und Walter Mühlemann in Biel gegründet. Am 16. April ist es genau 40 Jahre her, als die Firma DIHAWAG ins Handelsregister eingetragen wurde. Bereits am 1. Mai 1980 wurde an der Salzhausstrasse in Biel die Geschäftstätigkeit aufgenommen!
40 Jahre DIHAWAG – TRADITION UND INNOVATION – Wir sagen Danke für die tolle Zusammenarbeit!
Mit anfänglich vier Mitarbeitenden, vier Lieferanten (Klenk, Horn, Zürn und MAS) und ausschliesslich Diamant- und Hartmetallwerkzeugen verfolgte man von Anfang an eine visionäre Strategie. Dem Kunden eine effizientere Lösung anzubieten, bestimmt bis heute unser Tun.
Über die Jahre haben wir unser Angebot im Bereich Zerspanung und Werkzeug-Spanntechnik kontinuierlich ausgebaut. Dabei haben wir immer darauf geachtet, einen auf seinem Gebiet technologisch führenden Anbieter für uns und unsere Kunden gewinnen zu können. Meist wurden wir bei Familienunternehmungen in unserem Wirtschaftsraum fündig.
Seit 1994 firmiert die DIHAWAG im eigenen Firmengebäude an der Zürichstrasse 15 in Biel. Ein Jahr später erfolgte der Einstieg in die Werkstück-Spanntechnik. Nach dem überraschenden Tod des Firmengründers Winfried Haberzeth 1996, stieg sein Sohn Christian in das Unternehmen ein und führte zusammen mit Walter Mühlemann die DIHAWAG gemeinsam weiter.
Zur Jahrtausendwende trieb man die fokussierte Betreuung mit Spezialisten von einzelnen Branchen voran und gründete aufgrund der langjährigen Erfahrung in der Medizinaltechnik das DIHAWAG-Medical-Team. 2010 folgten die spezialisierte Betreuung der Kunden aus der Horlogerie und ab 2015 jene der Décolletage. Das jüngste Team unterstützt seit einem Jahr den Formenbau. Auch unser Dienstleistungsangebot wird laufend in unseren Engineering- und Service-Abteilungen ausgebaut.
Ab 2010 zog sich Walter Mühlemann vom operativen Geschäft zurück und die Geschäftsleitung wurde mit Christian Glauser und Christoph Schlaginhaufen ergänzt.
Heute beschäftigt DIHAWAG knapp 40 qualifizierte Mitarbeitende und arbeitet mit 9 Hauptpartnern in der Zerspanung, beziehungsweise 5 in der Spanntechnik zusammen.
Die beiden Gründer der Firma DIHAWAG, Winfried Haberzeth und Walter Mühlemann (von links) im bereits neuen, eigenen Firmengebäude.


Wollen auch Sie Ihre Produktionszeiten verkürzen?
Mehr SchliessenDas GEN3SYS®XT Pro Hochleistungsbohrsystem mit austauschbaren Schneideinsätzen wurde entwickelt, um das Anwendungsspektrum des T-A® Bohrsystems zu erweitern. Das Angebot besteht aus verschiedenen HM Qualitäten, Geometrien und auch einer Vielzahl an Beschichtungen, die für die anspruchsvollsten Anwendungen zur Verfügung stehen.

Sehr geehrte Damen und Herren
Die weltweite Verbreitung des Coronavirus Covid-19 stellt uns Alle vor erhebliche Herausforderungen und die Verunsicherung ist allseits gross. Es ist uns ein grosses Anliegen, gerade jetzt umsichtig zu handeln, aber auch Ruhe zu bewahren und mit Bedacht zu agieren. Die Firma DIHAWAG hat vorsorglich diverse Massnahmen getroffen, um unsere Mitarbeitenden zu schützen und die Kundenbetreuung auch in dieser aussergewöhnlichen Situation zu gewährleisten. Ebenfalls haben unsere Hauptlieferanten, welche praktisch alle aus Europa kommen, ihrerseits dasselbe getan, um Produktion, Service und Logistik sicherzustellen. In der Beschaffung von Rohstoffen sind zur Zeit keine Probleme bekannt, so dass auch hier keine Engpässe entstehen sollten. Zudem möchten wir auf die grosse Lagerverfügbarkeit der Werkzeuge ab unserem Lager in Biel/Bienne hinweisen, die uns ermöglicht, zeitnah und ohne Zollabwicklung auf ihre Bedürfnisse zu reagieren.
Trotz allem empfehlen wir, den Bedarf an Werkzeugen und/oder Ausrüstungen rechtzeitig zu eruieren und bei kritischen Applikationen eventuell eine grössere Menge zu disponieren. Dies, um die Verfügbarkeit zu garantieren, sollte sich die unsichere Situation an den Märkten verschärfen. Eine gute Möglichkeit ist hierzu der Abrufauftrag, bei denen die Lieferpläne aufgrund Ihrer Bedürfnisse definiert werden können und wir somit Ihre gewünschten Artikel bei uns in Biel an Lager nehmen. Rufen Sie uns an, wenn Sie dazu Fragen haben, wir sind gerne während den gewohnten Öffnungszeiten für Sie da.
Ihre persönlichen Ansprechpartner und Kundenbetreuer sind weiterhin telefonisch und per Email erreichbar. Kundenbesuche erfolgen ausschliesslich auf Wunsch und in Absprache mit Ihnen, um Sie und uns zu schützen. Wir werden alles daran setzen, um Sie unter den gegebenen Umständen bestmöglich zu bedienen.
Wir wünschen Ihnen einen guten Teamgeist in diesen turbulenten Tagen und danken für die Zusammenarbeit. Bleiben Sie gesund!
Freundliche Grüsse
Christian Haberzeth

In der neusten Ausgabe finden Sie unter anderem folgende, interessante Themen:
Mehr Schliessen

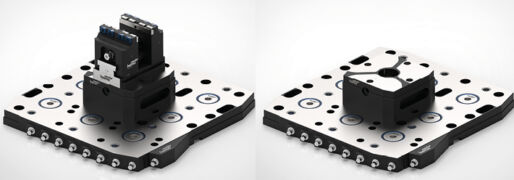
Wie wertvoll (teuer) ist die Zeit zwischen zwei Aufträgen, wenn die Spindel steht?
Die Geschwindigkeit beim Umrüsten einer Werkzeugmaschine stellt bei zunehmend kleinen Losgrössen ein zentrales Element in der Kostenrechnung dar.
Vor dieser Herausforderung steht hemo täglich in der eigenen Fertigung und wird ebenso oft von Kunden zu diesem Thema angefragt
Rationalisieren beginnt beim Rüsten der Maschine
hemo stellt sich diesem Thema mit schlanken, effizienten Standardlösungen, die eine Werkzeugmaschine in wenigen Minuten tisch- oder palettenseitig umgerüstet wieder unter Span bringen.
Die neueste Generation mechanischer Nullpunktspannsysteme eröffnet den Weg zur universellen Maschinenausrüstung. Dabei bietet hemo die Möglichkeit, bereits beim Kunden vorhandene Spannmittel jederzeit nachträglich auf diesen Systemen adaptieren zu können.
Drei-, vier- oder fünfachsige Maschinen werden so zu Universalgenies in Sachen Flexibilität, ohne Anwendung von Pneumatik oder Hydraulik, mit einer Wiederholgenauigkeit von < 0.005 mm. Dank der vertikalen Einzugskraft von 30 kN pro Einzugsstelle erreicht der Anwender höchste Steifigkeit beim Zerspanungsprozess. Der enge Rasterabstand von 100 mm erhöht dabei die Flexibilität für den Anwender im täglichen Gebrauch.
Mit aufbauenden Konsolen und identischen Einzugssystemen erreicht der Anwender die nötige Distanz für freie Werkstückzugänglichkeit auf Fünfachsmaschinen. Im Gegenzug, auf 3- und 4-achsigen Maschinen geht durch die extrem niedrige Bauhöhe von nur 28 mm äusserst wenig Einbauraum verloren. Da hemo bei Neukonstruktionen auf Rückwärtskompatibilität stets grössten Wert legt, ist die Durchgängikeit von Mehrfachspannsystemen zu Zentrumspannsystemen und umgekehrt mit entsprechenden Modulen jederzeit gewärleistet.

Dieter Mosig: „Mit Spannmitteln von hemo kann jede Maschine innert wenigen Minuten wieder unter Span produzieren.“
smart / universell / präzis
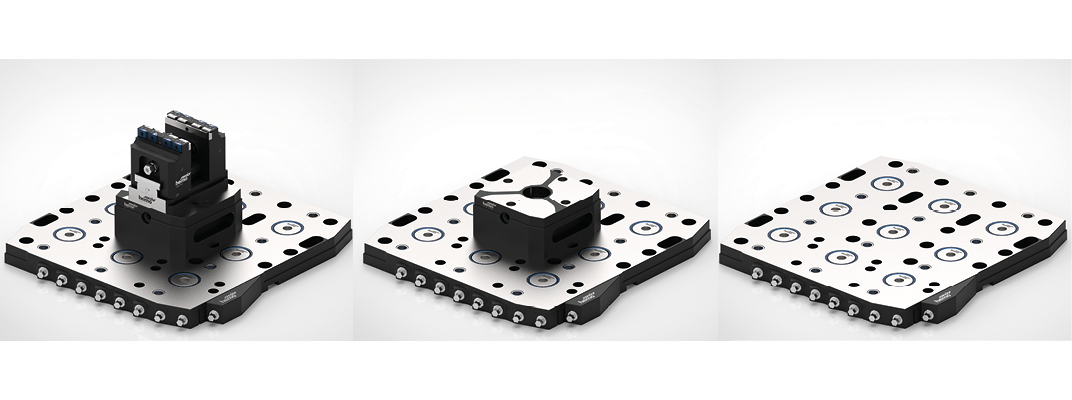

WARUM NUR EINE SCHNEIDE, WENN SIE DREI HABEN KÖNNEN?
Mehr Schliessen
In der Uhrenindustrie, im Werkzeug- und Formenbau sowie in der Feinmechanik werden in der Regel einschneidige Werkzeuge eingesetzt wenn eine absolut scharfe Ecke ohne Radius oder Fase erforderlich ist. Bei dieser Art von Bauteilen liegen meist auch sehr hohe Anforderungen an die Oberflächengüte vor. In Zusammenarbeit mit ihrem Partner für Mikrowerkzeuge, der Firma ZECHA, hat DIHAWAG hierfür Optimierungsmöglichkeiten geprüft und umgesetzt.
Herausgekommen ist die innovative Entwicklung des VHMSchaftfräsers „Z3“ vom Typ 489. Dieses geradegenutete Werkzeug mit 3 Schneiden ist im Einsatz erfolgreich bei Uhrenherstellern getestet worden und steht als Standardprodukt schon ab Ø 0,3 mm in rund 40 Abmessungen ab
Lager zur Verfügung.
„Der „Z3“ von ZECHA: Enge Schafttoleranz h4, feinstgeschliffene Schneiden und eine Rundlaufgenauigkeit von 3 μm.”

Schrumpfmaschine PowerClamp Sprint i4.0
Mehr SchliessenInbetriebnahme und Schulung der Schrumpfmaschine PowerClamp Sprint i4.0 durch David Oppliger (Servicetechnik / Produktmanager HAIMER) in Täuffelen.

LÜCKENLOS MIT VORSPRUNG ZUM ZIEL!
Mehr Schliessen
Aus der Praxis – für die Praxis. Der Workshop zur Anwendung verschiedener Fertigungstechnologien und deren Kombinationsmöglichkeiten entlang der Prozesskette.
Exklusive Inhalte zu zukunftsweisenden Trends und umsetzbaren Technologien.
WANN: 11. Februar 2020 09:00 Uhr bis ca. 17:00 Uhr
WO: Dornier Museum Friedrichshafen, Dornier Stiftung für Luft- und Raumfahrt, Claude-Dornier-Platz 1 (Am Flughafen), 88046 Friedrichshafen
Bitte senden Sie die Anmeldung an anke.berner@zecha.de
oder per Fax an +49 7232 3022-7137.
Anmeldeschluss: 31. Januar 2020
Teilnahmegebühr: 99€ (Begrenzte Teilnehmerzahl!)

Bei Fragen zu diesem Seminar wenden Sie sich bitte an:
ZECHA Hartmetall-Werkzeugfabrikation GmbH
Frau Anke Berner, Tel. + 49 7232 3022-137, anke.berner@zecha.de

LIEBLINGSWERKZEUG für maximales Zerspanungsvolumen „Q“ mit optimaler Laufruhe.
Mehr Schliessen
Unter den Igeln ist der CW90 der massivste fürs Wälz- und Eckfräsen, selbst für das Planfräsen. Sein Kern ist hochstabil; die Ableitung der Schnittkraft in den Werkzeugkörper ist optimal. Das grosse Hartmetallvolumen der Wendeschneidplatten leitet die Wärme besser ab. Seine „Q“-Performance ist herausragend.
It’s all about „Q“, das Zerspanvolumen
„Q“ = 1065 ccm/min
Werkzeug-Ø 63 mm
Material St52
vf = 1420 mm/min
ap = 75 mm | ae = 10 mm

Lesen Sie hier die im Dezember 2019 erschienene Ausgabe des Kundenmagazins HAIMER PROGRESS.
HIER das Magazin online lesen.


Möchten Sie informiert bleiben über die neusten Produkte und Lösungen unserer Partner? Folgen Sie uns auf Youtube!
Mehr Schliessen
Eine Weiterentwicklung zeigt HORN mit dem innengekühlten Nutstosssystem N117. Die neuen Werkzeugträger bieten KSS-Austritte durch die Unterstützung und seitlich der Unterstützung des Plattensitzes für die optimierte Kühlung beim Nutstossen. Des Weiteren wurden auch die Geometrien für den Einsatz in Stossaggregaten und für das Revolverstossen angepasst. Die gezielte Kühlung bewirkt einen reduzierten Werkzeugverschleiss. Dies hat eine Erhöhung der Standzeit und eine verbesserte Oberflächengüte am Werkstück zur Folge. Durch die innere Kühlmittelzufuhr ist die Kühlung der Kontaktzone auch bei tiefen Nuten sichergestellt. Darüber hinaus verbessert sich durch die höhere Spülwirkung die Spanabfuhr und vermindert die Gefahr eines Spänestaus. Das Nutstossen auf einer CNC-Drehmaschine bietet dem Anwender mehrere Vorteile. Die Nuten an einem Werkstück können in einer Aufspannung gefertigt werden, ohne es umspannen zu müssen. Verzahnungen, Mitnehmernuten oder gedrallte Nuten, sowie bogenförmige Nuten: Jegliche Geometrien sind durch das Fertigungsverfahren des Nutstossens herstellbar. Es bietet im Gegensatz zum konventionellen Räumen eine kostengünstige Alternative, da es auf nahezu jeder CNC Drehmaschine zum Einsatz kommen kann.

„Durch den Einsatz von MKD-Werkzeugen entfallen aufwändige Polierprozesse.”
Mehr Schliessen
Die Paul Horn GmbH erweitert das Werkzeugprogramm zum Hochglanzfräsen. Die mit monokristallinen Diamanten (MKD) bestückten Kugelfräser zielen auf den Einsatz bei nichteisenhaltigen Werkstoffen im Werkzeug- und Formenbau ab. Das Fräsen mit MKD-bestückten Werkzeugen ermöglicht die Einsparung von Polierprozessen bei der Herstellung von Freiformflächen. Die neuen, grösseren Durchmesservarianten reduzieren die Bearbeitungszeit, garantieren die Einhaltung von engsten Toleranzen und erzeugen Oberflächengüten im Nanometerbereich.
Horn bietet das erweiterte Portfolio der MKD-Kugelfräser lagerhaltig an. Mit den Durchmessern 6 mm, 8 mm, 10 mm, 12 mm und 16 mm lässt sich ein weiter Anwendungsbereich abdecken. Alle Varianten sind einschneidig und mit einer inneren Kühlmittelzufuhr ausgeführt. Die Vollhartmetall-Werkzeugschäfte ermöglichen eine schwingungs- und vibrationsfreie Bearbeitung.
Das Anwendungsspektrum des Hochglanzfräsens ist gross. Besonders im Werkzeug- und Formenbau spart das Verfahren Polierarbeiten ein und
erhöht gleichzeitig die Qualität in Präzision, Konturtreue, Ebenheit und Oberflächengüte. So kommt das Verfahren dort zum Einsatz, wo sich die Oberfläche der Form in dem zu fertigenden Teilen widerspiegelt. Dazu gehören zum Beispiel PET-Blasformen und Schokoladen-Gussformen sowie Anwendungsbereiche in der Medizintechnik. Neben dem Hochglanzfräsen bietet Horn in seinem Portfolio auch Lösungen zum Hochglanzdrehen mit MKD-Werkzeugen.

unserem Partner für Präzisionswerkzeuge aus ultraharten Schneidstoffen wie CVD-D, PKD und PCBN
Mehr Schliessen
DTS: Lassen Sie sich von den herrvoragenden Möglichkeiten im Bereich der Hartmetall Zerspanung mit DTS-Diamantschneiden beeindrucken.
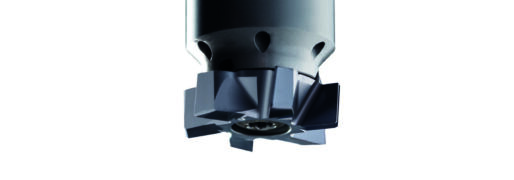
„Horn reagiert mit dem System 620 auf die Wünsche von Kunden, die das Zirkularfrässystem für Hochvorschubanwendungen nutzen wollen”
Den Anstoss der Erweiterung des Zirkularfräs-Portfolios brachte ein Kunde von HORN. Der Wunsch war eine stabilere Version des Zirkularfrässystems zum Hochvorschub- und Planfräsen. Mit dem System 620 reagierte HORN auf diese Anfrage. Durch grössere Anlage des präzisen Plattensitzes in Verbindung mit dem stabilen Vollhartmetallschaft bietet das Werkzeug höhere Vorschubgeschwindigkeiten sowie deutlich höhere Standzeiten. Mit sechs Zähnen und einem Schneidkreis von 21,7 mm ermöglicht die Variante zum Planfräsen eine maximale Frästiefe von tmax = 5,3 mm. Die Schnitttiefe bei der Ausführung zum Hochvorschubfräsen liegt bei ap = 0,5 mm bei gleichem Schneidkreis und gleicher Zähnezahl. Die schwingungsarmen Hartmetallschäfte sind in einem Durchmesser von 20 mm und in den Schaftlängen von 150 mm und 95 mm verfügbar.
Das Zirkularfrässystem von HORN bietet dem Anwender eine Vielzahl von Verfahrensvorteilen: Es ist schnell, prozesssicher und erzielt gute Oberflächenergebnisse. Dabei taucht das auf einer Helixbahn geführte Werkzeug schräg oder sehr flach in das Material ein. Dadurch lassen sich beispielsweise Gewinde in reproduzierbar hoher Qualität herstellen. Im Vergleich zur Bearbeitung kleineren Durchmessern ist Zirkularfräsen in der Regel wirtschaftlicher. Zirkularfräser haben ein breites Einsatzgebiet. Sie bearbeiten Stahl, Sonderstähle, Titan oder Sonderlegierungen. Die Präzisionswerkzeuge eignen sich besonders für die Prozesse Nutfräsen, Bohrzirkularfräsen, Gewindefräsen, T-Nutfräsen und Profilfräsen. Sie überzeugen aber auch in Sonderanwendungen wie dem Fräsen von Dichtnuten oder bei der Pleuelbearbeitung.

„Das System Mini 108 ermöglicht einen optimierten Spanbruch und hohe Prozesssicherheit.“
Optimierter Spanbruch und hohe Prozesssicherheit
HORN erweitert das System Mini 108 mit einer neuen Geometrie zum Gewindedrehen. Sie eignet sich zum Drehen von metrischen ISO-Innengewinden im Teil- und Vollprofil. Die Spanformgeometrie ermöglicht kurze Späne auch bei schwer zerspanbaren sowie langspanenden Werkstoffen. Das verringert die Gefahr eines Spänestaus, verhindert ein Aufwickeln der Späne um den Werkzeugträger und erhöht dadurch die Prozesssicherheit.
Des Weiteren erleichtert der Spanbruch die Handhabung der Späne. Das System eignet sich für metrische Innengewinde ab dem Durchmesser M10 in den Steigungen von 0,5 bis 1,25 mm. Die Schneidplatte ist in Teil- und Vollprofilausführung erhältlich. Als Werkzeugträger eignen sich Standard-Drehhalter des Systems Mini 108. Die stirnseitig verschraubten Schneidplatten des Typs Mini zählen zu den Kernprodukten von HORN. Das Werkzeugsystem eignet sich für Dreh- und Fräsanwendungen. Bewährt haben sich die Präzisionswerkzeuge insbesondere beim Innenausdrehen sowie beim Inneneinstechen. Mit den schwingungsarmen Hartmetall-Werkzeugträgern erzeugen die Schneidplatten auch bei längeren Auskragungen gute Oberflächen und ermöglichen eine hohe Prozesssicherheit. Das weite Portfolio des Mini-Systems bietet Schneidplatten in verschiedenen Grössen für unterschiedliche Innendurchmesser des Weiteren unterschiedliche Geometrien und Substrate sowie CBN- oder Diamantbestückungen.

„Die neue Spannung bewirkt eine höhere Halterkraft der Schneidplatte und damit eine hohe Steifigkeit des Gesamtsystems.“
Horn hat ein neues Haltersystem für den Supermini Typ 105 entwickelt. Die neue Spannung erfolgt nicht mehr über die Mantelfläche des Werkzeugs, sondern über einen stirnseitigen Spannkeil. Dies bewirkt eine höhere Halterkraft der Schneidplatte und damit eine hohe Steifigkeit des Gesamtsystems. Des Weiteren erhöht sich durch die neue Spannung die Wiederholgenauigkeit beim Schneidplattenwechsel und die bessere Ausnutzung des verfügbaren Bauraums durch die stirnseitige Bedienung. Dies stellt sich beim Einsatz auf Langdrehmaschinen als grosser Vorteil heraus, da der Anwender den Schneideinsatz wechseln kann, ohne den Werkzeughalter auszubauen.
Für die Bohrungsbearbeitung zwischen den Durchmessern 0,2 mm und 8 mm löst das Horn-Werkzeugsystem Supermini viele Zerspanungsaufgaben. Mit weit über 1.500 Varianten als Standard findet der Anwender schnell die passende Lösung. Zum Einsatz kommt das System beim Ausdrehen, Einstechen, Fasen, Gewindedrehen, Nutstossen und weiteren Bearbeitungsoperationen. Die Schneidengeometrien sowie die Substrate lassen sich auf die zu bearbeitenden Werkstoffe anpassen.

Dank hoher Spannkraft und ausgeklügelter Überwachung ist das EROWA MTS 2.0 Nullpunktspannsystem die richtige Lösung für Fräs-Dreh Anwendungen.
Mehr Schliessen
Dank hoher Spannkraft und ausgeklügelter Überwachung ist das EROWA MTS 2.0 Nullpunktspannsystem die richtige Lösung für Fräs-Dreh Anwendungen. Der modulare Aufbau unterstützt die Nutzung des gesamten Maschinentisches. In Kombination mit den speziellen MTS FD Spannzapfen und der Nachspannung für 20 kN Spannkraft, werden die hohen Anforderungen an die Sicherheit erfüllt. Der aktuelle Flyer ist im dihawag.ch-Downloadcenter erhältlich.


Die Firma Zecha spezialisiert sich seit Jahrzehnten auf innovative High-End Lösungen im Bereich der Mikrozerspanung.
Mehr SchliessenDie Firma Zecha spezialisiert sich seit Jahrzehnten auf innovative High-End Lösungen im Bereich der Mikrozerspanung. In Zusammenarbeit mit dem DIHAWAG HORLOGERIE Team, dessen Fokus gezielt auf die Uhrenindustrie gerichtet ist, entstand der Uhrenindustrie Werkzeugkatalog. Der neue Katalog ist im dihawag.ch-Downloadcenter oder bei Ihrem Ansprechpartner erhältlich.


Einen weiteren Fokus legt HAIMER auf Werkzeug(spann)lösungen fürs Drehen.
Mehr Schliessen
Einen weiteren Fokus legt HAIMER auf Werkzeug(spann)lösungen fürs Drehen. Mit HAIMER Duo-Lock™- und Schrumpfspannzangen für angetriebene Werkzeuge lässt sich der Werkzeugwechsel hochgenau und prozesssicher in der Maschine realisieren – was reduzierte Rüstzeiten zur Folge hat und damit zu Produktivitätssprüngen beiträgt. Die Schrumpfspannzangen werden um die Grössen ER 11 und ER 32 erweitert. Um den Werkzeugwechsel bei Schrumpfspannzangen zu optimieren, wurde an der EMO ein neu konzipiertes Schrumpfgerät vorgestellt, das das Erwärmen und Abkühlen der Zangen in verschiedenen Längen problemlos meistert.
Aufnahmen mit Plananlage
Auch bei den Aufnahmen für Fräswerkzeuge gibt es Neuheiten: Zum Beispiel bietet HAIMER künftig BT30- und BT40- Aufnahmen mit Plananlage an, die insbesondere bei hohen Drehzahlen zu noch höherer Präzision und Prozesssicherheit beitragen. Ab jetzt sind diese Aufnahmen als Schrumpffutter in den Ausführungen Standard Schrumpffutter, Power Mini Shrink Chuck und Power Chuck ab Lager verfügbar.

Durch die jahrelange Zusammenarbeit und enge Mitentwicklung mit unseren Partnern, konnten wir unser Produktportfolio stetig ausbauen und erweitern.
Als DIHAWAG Décolletage sind wir Ihr Partner für smarte Komplettlösungen – im Bereich Drehtechnik – aus einer Hand!


„Die Kernfrage bei uns lautet immer: Was ist das Ziel unserer Kunden? Obwohl wir eine grosse Palette an Standardwerkzeugen haben, zeigt sich, dass ca. 40% aller Lösungen kundenspezifisch sind. Schlussendlich ist es für uns wichtig, dass der Kunde optimal und wirtschaftlich fertigen kann. Mit DIHAWAG Décolletage haben wir ein kompetentes Team, das Sie im Bereich Drehen ideal unterstützt.”
Dominik Läng
Produktmanager Drehtechnik
Technischer Verkaufsberater
T +41 32 344 60 84
d.laeng@dihawag.ch
Unsere Partner

„DAS JUSTIERSYSTEM DER DTM SCHLICHTAUSFÜHRUNG BIETET EINE μM-GENAUE EINSTELLMÖGLICHKEIT DER SCHNEIDPLATTEN.“
HORN erweitert das Leichtbau-Frässystem DTM um zwei neue Varianten. Die neuen Aufsteckfräser des Typs DTM.CX09 sind als Schruppwerkzeuge ausgelegt. Für Bearbeitungen mit hohen Schnitttiefen und geringeren Anforderungen an die zu erzeugende Oberfläche bilden sie eine kostengünstige Alternative zu den neuen justierbaren Schlichtausführungen dieses Werkzeugtyps. Der Planfräser zum Schlichten DTM.CX09.AL.F erweitert das bestehende Produktprogramm um einen einstellbaren Grundkörper. Der Planlauf lässt sich über ein Voreinstellgerät μm-genau einstellen. Das Justiersystem der Schneideinsätze ist bedienerfreundlich gestaltet. Der Aluminiumgrundkörper der Trägerwerkzeuge bietet eine geringe Masse für einen geringen Energieaufwand bei Positiv- und Negativbeschleunigungen. Die verringerte Masse gegenüber dem Stahlfräser sorgt auch für schnellere Hochlauf- beziehungsweise Bremszeiten. Somit sind hochdynamische Prozesse möglich. Um dem Verschleiss am Grundkörper durch Spanschlag vorzubeugen, ist er mit einer schützenden Hardcoat-Beschichtung versehen. Die Schneideinsätze sind in mehreren Diamantschneidstoffen und unterschiedlichen Geometrien ab Lager lieferbar. Das ermöglicht eine wirtschaftliche Alternative zu gelöteten Planfrässystemen. Die Spanformgeometrien senken das Spanvolumen und erhöhen die Prozesssicherheit. Im Detail sind die Fräsgrundkörper in den Schneidkreisen von 40 mm bis 125 mm als Aufsteckfräser verfügbar. Die Zähnezahl reicht von vier bis acht effektiven Schneiden. Alle Grundkörpervarianten sind mit einer inneren Kühlmittelzufuhr versehen. Das System dient zum HSC-Fräsen bis zu einer Schnittgeschwindigkeit von maximal vc = 5.000 m/min. Der leichte Aluminiumgrundkörper
des Werkzeugsystems schont die Spindel bei hohen Drehzahlen. Die Diamantschneideinsätze sind als PKD und CVD-D verfügbar.
Die PKD-Qualität PD75 dient als Allrounder in der Aluminiumbearbeitung. Das Substrat PD70 empfiehlt HORN für Legierungen mit einem hohen Anteil an Silizium. Für hochabrasive Werkstoffe kommt das Substrat HD08 (CVD-D) zum Einsatz. Der CVD-D besteht zu 99,9 Prozent aus Diamant und bietet maximale Verschleissfestigkeit. Alle Schneidstoffvarianten sind je nach Einsatzzweck in verschiedenen Geometrien lieferbar.

Kooperationspartnerschaft zwischen DIHAWAG, HORN und W&F
Mehr Schliessen
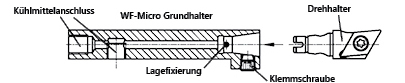
Vorteile des WF-Micro Systems
Drehhalter für HORN Schneideplatten-Typ
Systeme
S100, 224, 264, 274, 356, 315
Mini
106, 107, 108,110P, 111, 111P
SuperMini
105, 110
DASS DIHAWAG IHR W&F ANSPRECHPARTER IN DER SCHWEIZ IST?
Mehr Schliessen![]()
Seit letzten Sommer vertreibt DIHAWAG die angetriebenen Werkzeuge und das innovative Schnellwechselsystem von W&F hier in der Schweiz. Mit jahrzehntelanger Erfahrung begann W&F mit der Entwicklung und Produktion von modularen Werkzeughaltern für Drehmaschinen. Mit dem modularen Schnellwechselsystem „WFB“ setzt W&F neue Maßstäbe im Hinblick auf Präzision, Stabilität und Prozesssicherheit. Höchster Qualitätsstandard, lange Lebensdauer sowie größtmögliche Flexibilität unserer Produkte garantieren Ihnen eine wirtschaftliche Fertigung. Zum Lieferprogramm gehören auch angetriebene Werkzeuge für Langdrehmaschinen und Wirbelapparate!

ZIELGERICHTETER EINSATZ VON WERKZEUGAUFNAHMEN sorgt für Prozessverbesserungen und Kostenvorteile
Mehr Schliessen![]()
Die Bedeutung der Werkzeugaufnahme für einen zuverlässigen Zerspanungsprozess ist in der Fertigung bei GDELS-MOWAG in Kreuzlingen bekannt. Die Verantwortlichen setzen daher auf Qualitätsprodukte von HAIMER, wie zum Beispiel die vibrationsdämpfenden Schrumpffutter Power Shrink Chuck mit zielgenauer Werkzeugkühlung durch das Cool-Flash-System. Das Ergebnis: eine zuverlässigere Spanabfuhr, bessere Oberflächen und um bis zu 30 Prozent höhere Werkzeugstandzeiten.
Eine spezielle Konstruktion sorgt dafür, dass der KSS einen Hochdruck aufbaut und sich über den ganzen Umfang des Werkzeugschaftes verteilt. Am Ende des Schaftbereichs wird er in die Spannuten gedrückt (Adhäsion), spült diese frei und gelangt selbst bei höchsten Drehzahlen ohne zu zerstäuben direkt zu den Werkzeugschneiden, wo er seine Kühlwirkung entfalten kann.
Das Gesamtsystem Power Shrink Chucks mit Cool Flash zeigte in der Zerspanung bei GDELS-Mowag Wirkung. „Wir nutzen zwar kein High Speed Cutting“, erklärt Andreas Haug, CNC-Programmierer bei GDELS-Mowag, „müssen aber extrem schwierige Werkstoffe zerspanen. Mit diesen neuen Haimer Schrumpfaufnahmen erreichen wir bei unveränderten Schnittdaten eine zuverlässigere Spanabfuhr, bessere Oberflächen und eine massiv höhere Werkzeugstandzeit von 25 bis 30 Prozent.“ Sein Kollege Erlacher bestätigt: „Früher hatten wir immer wieder mal das Problem eines Spänestaus. Mit Cool-Flash gehört das der Vergangenheit an. Die Späne werden prozesssicher ausgespült und das Werkzeug kontinuierlich gekühlt. Darum haben wir zunehmend alle anspruchsvollen Bearbeitungen auf Power-Shrink-Futter mit dem Cool-Flash-System umgestellt. Und wenn Neubeschaffungen anstehen, ist diese Kombination unsere erste Wahl.“
Umfangreiches HAIMER-Sortiment für zielgerichteten Einsatz
Andreas Haug weist jedoch darauf hin, dass nach wie vor auch Standard-Schrumpffutter ihre Berechtigung haben und beim Bohren, Reiben etc. verwendet werden. „Der Einsatz der jeweiligen Haimer Spannfutter erfolgt bei uns sehr zielgerichtet. Entscheidend sind die Art der Bearbeitung und der Werkstoff, der bei uns oftmals exotisch ist. Wir zerspanen häufig Vergütungsstähle mit bis zu 1400 N/mm2 Zugfestigkeit, wo an der Schneide hohe Temperaturen entstehen. Herausfordernd sind auch unsere speziellen Gusswerkstoffe, beispielsweise ein sehr abrasiv wirkender Grauguss mit einer Zugfestigkeit von 1000 N/mm2. Da realisieren wir mit den Haimer Power Shrink-Futter und der Kühlung durch das Cool Flash-System deutliche Prozess- und Kostenvorteile.“ Josef Erlacher ergänzt: „Vermutlich könnten wir auch deutlich höhere Schnittwerte fahren. Aber gerade die komplexen Teile, bei denen wir die Power Shrink Chucks einsetzen, sind extrem teuer, so dass wir keine Experimente eingehen wollen. Zumal die produzierten Stückzahlen niedrig sind, so dass eine Verkürzung der Bearbeitungszeit nicht so ins Gewicht fällt, wie die anderen Vorteile.“
Dass „Qualität gewinnt“ – so die von HAIMER gelebte Philosophie – macht sich durchgehend bemerkbar, auch bei den erzielbaren Schrumpfzyklen der Werkzeugaufnahmen. „Wir verwenden noch Schrumpfaufnahmen, die sicher schon zwölf Jahre alt sind und immer noch tadellos funktionieren“, erwähnt Josef Erlacher. Das gleiche gilt für die Schrumpfgeräte Power Clamp. 2017 ersetzte GDELS-Mowag sein inzwischen 13 Jahre altes Gerät durch ein neues HAIMER Power Clamp New Generation (NG). Dessen wesentliches Merkmal ist die intelligente, patentierte NG-Spule, die besonders flexibel und komfortabel handzuhaben ist. Mit einem Dreh kann man sie in Länge und Durchmesser auf die Grösse des Schrumpffutters einstellen. Anschlagscheiben sind überflüssig. So wird das Futter gezielt nur an den Stellen erwärmt, auf die es ankommt, sogar bei Sondergrössen. „Auch wenn unser altes Gerät noch immer tadellos funktioniert hat“, argumentiert Erlacher, „sind wir mit dem neuen schneller. Bei einer zweistelligen Zahl an Schrumpfvorgängen pro Tag lohnt sich die Investition auf jeden Fall.“ Auch ist damit eine Redundanz gegeben, und es steht immer ein Ersatzgerät für Notfälle zur Verfügung.
Für die Zukunft gut aufgestellt
Dass die Zukunft der Zerspanung entscheidend von der Digitalisierung geprägt sein wird, daran herrscht bei GDELSMowag kein Zweifel. Schon seit einiger Zeit sind Josef Erlacher, Andreas Haug und ihre Kollegen damit beschäftigt, ihre Prozesse zu digitalisieren. Sie weisen jedoch darauf hin, dass die Harmonisierung zwischen den einzelnen Systemen untereinander besonders wichtig ist. „Wir brauchen einen durchgängigen Datenfluss vom CAM bis zur Maschine. Haimer unterstützt uns dabei, indem beispielsweise für alle Futter die digitalen Modelle als 2- und 3D-Daten mitgeliefert werden.“

PEACOCK: Die Werkzeug-Familie zum Hartfräsen wird nun um zwei weitere Linien, 599.F4 und 950, ergänzt.
Mehr Schliessen
Die neuen Fräser der Linie 599.F4 sind als spezielle Flach-Umfangsfräser konzipiert. Im Vergleich zu herkömmlichen Fräsern mit Schutzfase, zeichnen sie sich durch einen feinstgeschliffenen Schutzradius von max. 0,05 mm aus, wodurch ein zusätzlicher Schutz der Schneidkante erreicht wird. Das Fräserdesign bietet mit grosser Leistungsfähigkeit und Verschleissfestigkeit hohe Bearbeitungseffizienz für verschiedenste Materialien, Legierungsbestandteile und Werkstoffhärten bis 67 HRC. Die Linie 599.F4 ist als Vierschneider im Durchmesserbereich von 1,0 mm bis 12,0 mm erhältlich. Mit einer Rundlaufgenauigkeit von 0,003 mm bei einem Durchmesser ≤ 6,0 mm und feinstgeschliffenen Eckenschutzradien von 0,03 mm – 0,05 mm können, mit der richtigen Anwendungsstrategie, sowohl zur Trocken- als auch zur Nassbearbeitung verwendet werden. Mit dem neuen Flach-Umfangsfräser werden die bestehenden Kugel- und Torusfräser der Serie 599 um ein weiteres Allroundtalent zur Hartbearbeitung perfekt ergänzt. Aufgrund ihrer speziellen Werkzeugeigenschaften sind alle Linien der Serie 599 universal, flexibel und vielseitig im Formen- und Werkzeugbau, in der Automotiv- und Luftfahrtindustrie und in der Medizintechnik einsetzbar – und das prozesssicher und wirtschaftlich.
Eine Innovation im Hartfräsbereich bei ZECHA ist die neue Serie 950. Fräser basieren auf dem neuesten CBNSubstrat, das nach synthetischem Diamant der zweithärteste Werkstoff ist. Dieser zeichnet sich durch besondere Härte, Zähigkeit und Abriebfestigkeit aus, was zur hohen Langlebigkeit der Schneidkante beiträgt. Die Zusammensetzung des Werkstoffs CBN und dessen thermische und chemische Eigenschaften sind ausschlaggebend bei der Bauteilherstellung. Für die Serie 950 verwendet ZECHA aktuell eine Titannitrid-Binderbasis mit einem Schmelzpunkt von ca. 3.000°C und einer Warmhärte von 1.400°C, welche die grösstmögliche Bruchunempfindlichkeit und Schneidenstabilität für optimale Zerspanbarkeit von Stählen bis 70 HRC bieten. Die Fräser werden zur Trockenbearbeitung eingesetzt und erzielen, mit Hilfe der bewussten Stirngeometrie für eine ideale Spanabfuhr und einer speziellen Mikrogeometrie, beste Oberflächen am Bauteil. Die Serie 950 ist als CBN-Kugelfräser und CBN-Torusfräser mit zwei Schneiden im Portfolio enthalten. Das CBNWerkzeugprogramm umfasst Kugelfräser im Durchmesserbereich von 0,4 mm bis 2,0 mm und Torusfräser von 0,2 mm bis 2,0 mm und haben beide eine präzise Radiustoleranz von plus/minus 3μm.


Besuchen Sie DIHAWAG am SUVEMA Open House in Biberist vom 29. – 31. Oktober 2019.
Flyer und Programm:


Im Forum der Messe Luzern
Mehr Schliessen

Das SMM Innovationsforum am 19.11.2019 in der Messe Luzern ist der Treffpunkt der Schweizer Fertigungstechnik. Unsere Partner HAIMER, HORN und ZECHA werden mit spannenden Referaten vertreten sein. Kontaktieren Sie Brigitte Kocher für ein kostenloses VIP-Ticket (nur solange Vorrat).
Besuchen Sie am diesjährigen SMM InnovationsForum Fertigungstechnik die Referate unserer Partner:
09:50 Uhr Gewindewirbeln auf neuem Niveau: Jet-Wirbeln mit HORN. Referent: Philipp Dahlhaus | Technischer Berater International | Paul Horn GmbH
Das JET-Wirbeln ist das erste Wirbelwerkzeug mit innerer Kühlmittelzufuhr. In Zusammenarbeit mit dem Unternehmen W&F Werkzeugtechnik entwickelte Horn ein Wirbelsystem, das eine noptimierte Kühlung direkt an die Schneide bietet. Neben höherer Effizienz werden höchste Oberflächengüten am Bauteil, sowie kürzeste Werkzeugwechselzeiten erreicht. Des Weiteren verringert die innere Kühlmittelzufuhr das Risiko eines Spänestaus zwischen den Schneidplatten und erhöht damit die Prozesssicherheit.
11:45 Uhr Stabile und hochgenaue Schnittstelle zum Drehen und Fräsen. Referent: Stephan Wangler | Key Account & Produktmanager Werkzeugtechnik | Haimer GmbH
Auf dem 3. SMM Innovationsforum stellt die HAIMER GmbH ihr Duo-Lock™- System vor, eine Schnittstelle für modulare Hartmetall-Werkzeugköpfe, die eine extrem hohe Stabilität und Genauigkeit aufweist. Sie eröffnet einen Leistungsbereich mit grossen axialen Zustellungen und damit ein erheblich erweitertes Anwendungsgebiet gegenüber bisherigen modularen Werkzeugsystemen. Zudem ist das System auch perfekt auf angetriebene Werkzeuge in Drehmaschinen zugeschnitten.
15:00 Uhr IGUANA 2.0 – Die Evolution bei Mikro- Diamantwerkzeugen. Referent: Stefan Zecha | Geschäftsführer | ZECHA Hartmetall- Werkzeugfabrikation GmbH
Die innovative High-End-Fräserserie IGUANA der ZECHA Hartmetall-Werkzeugfabrikation GmbH brilliert mit lasergeschärften Schneidkanten und hochverschleissfester, geschlossener Diamantschicht und eröffnet neue Möglichkeiten, schwerzerspanbare Werkstoffe wie NE-Metalle, faserverstärkte Kunststoffe oder bleifreie Messinglegierungen sowie hochabrasive Werkstoffe (Bsp. Peek) wirtschaftlich zu bearbeiten.
Diamond Tooling Systems DTS GmbH – Deutschland
Mehr Schliessen
In seinen Jahren als Schriftsteller zitierte Oscar Wilde den Satz: „Ich habe einen einfachen Geschmack. Ich bin mit dem Besten zufrieden.“ Dieses Zitat könnte auch eins zu eins aus der Feder von Murat Yildirim stammen. Er arbeitet nur mit den besten Schneidstoffen, hat immer die modernsten und effektivsten Maschinen zur Werkzeugherstellung im Einsatz und legt besonderen Wert auf kompetente, erfahrene und bestqualifizierte Mitarbeiter. Überhaupt macht der 50-jährige keine Kompromisse mehr in seinem Leben. Er setzt mutig aufs Ganze und all die Erfolge in den letzten Jahren geben ihm recht. Als Herr Yildirim 2014 mit seinen 25 Mitarbeitern in seine 1’200 m2 grosse Produktionshalle umgezogen ist, hatte er zwar eine mögliche (Hallen-)Erweiterung schon im Hinterkopf, allerdings ahnte er noch nicht, dass ein Anbau innerhalb der nächsten 4 Jahre notwendig werden würde. Schon im nächsten Jahr rollen bei DTS in Kaiserslautern die Bagger und Baumaschinen, um Kapazitäten für eine grössere Werkzeug-Fertigung zu schaffen. PKD, CVD-D und CBN-Werkzeuge werden dann auf einer Fläche von 4’200 Quadratmetern produziert und auch die nun 50 Mitarbeiter freuen sich über das grössere Areal, das Raum für Entwicklungsmöglichkeiten bietet. Murat Yildirim berichtet von seinem Vorhaben, seinen mutigen Entscheidungen und darüber, mit welcher Leidenschaft er den Markt erobert hat.
Lesen Sie den ganzen Artikel hier:



URMA REAMING VON Ø 7.600 BIS 140.600 MM – ALLES DABEI!
Mehr Schliessen
Mit URMA Reaming bieten wir effiziente Hochleistungswerkzeuge zur Reibbearbeitung. Höchste Vorschübe ermöglichen unter anderem ein exzellentes Kosten pro Bohrung Verhältnis.
RX SMALL
Kleinstes modulares Schnellwechsel-Reibsystem der Welt
Ø 7.600 – 13.100 mm
RX MEDIUM
Modulares Reibwerkzeug mit einem Durchmesserbereich von
11.900 mm bis 140.600 mm
RX SPECIAL
Für die perfekte Bohrung bietet URMA wirtschaftliche Sonderlösungen (auch grössere Durchmesser möglich) von der Konstruktion/Design, über die Produktion bis zur Prozessabnahme.
RM VARIO
RM VARIO sind Monoblock Hochleistungs-Reibwerkzeuge im Durchschnittsbereich von 5.8 – 33mm. Sie sind fest- und nachstellbar und haben aufgelötete Schneiden.


Markus Horn neuer Geschäftsführer bei der Paul Horn GmbH
Mehr Schliessen

„Markus Horn ist neuer Geschäftsführer bei HORN“
Markus Horn ist seit Januar 2017 im Familienbetrieb aktiv, zuletzt als Mitglied der Geschäftsleitung und Leiter der Abteilung IT. Der 36-Jährige führt damit das Familienunternehmen in dritter Generation weiter, zunächst zusammen mit seinem Vater Lothar Horn. „Unsere bewährten Eckpfeiler und Erfolgsfaktoren bestimmen unser Handeln und Wirken auch zukünftig“, betont Markus Horn. „Dazu gehört es, die gesamte Wertschöpfungskette vom Pulver bis zum beschichteten Werkzeug weiterhin im eigenen Betrieb zu haben. Ebenso stehen die hohe Wertschätzung unserer Mitarbeiter sowie unser starker Fokus auf Kundenanforderungen, Technologie und weltweites Wachstum im Zentrum der Unternehmensphilosophie.“
Die Zukunft biete viele Chancen, aber auch Herausforderungen. Herausforderungen wie neue Antriebskonzepte, die weniger Zerspanung erfordern, Chancen wie die Digitalisierung und Vernetzung sowie neue Werkzeuggenerationen. „Diese Chancen müssen wir aufgreifen, nutzen und Vorreiter sein“. Lothar Horn sieht in der kommenden Generation die Zukunft des Unternehmens. Zu wissen, dass das Unternehmen unter der Leitung seines Sohnes weiterhin ein Familienbetrieb bleibt, sei ihm wichtig. „Ich bin überzeugt, dass die Erfolgsgeschichte der Paul Horn GmbH unter der Leitung meines Sohnes Markus weitergeht – mit gleichen Grundwerten, aber auch mit neuen Ansätzen“, so der langjährige Geschäftsführer.

JET-Wirbeln – mit integrierter Kühlung an die Schneiden.
Mehr Schliessen![]()
![]()
Heute steckt in den modernen Gewindewirbel-Werkzeugen jahrelanges Know-How. Die Zusammenarbeit zwischen
Anwendungstechnik und Werkzeugentwicklung ist einer der Schlüsselfaktoren um auf die steigenden Anforderungen der Kunden reagieren zu können. Der zunehmende Preisdruck stellt die Schraubenhersteller vor folgende Herausforderungen:
Seit vielen Jahren arbeitet Dihawag sehr eng mit der Paul Horn GmbH zusammen um die bestehenden Verfahren weiter zu entwickeln und so auf die neuen Bedürfnisse der Kunden reagieren zu können.
Das „JET-Wirbeln“ setzt neue Massstäbe durch die Kombination eines bedienerfreundlichen Schnellwechselsystems und einer innovativen Kühlungs- und Schneidplattentechnologie.
Die grossen Vorteile vom JET-Wirbeln sind:
Die immer höheren Schnittdaten und neuen Materialien setzten voraus, dass auch die Schneiden sich weiterentwickeln. Diese werden heute bei Paul Horn GmhH mit modernsten Methoden in enger Zusammenarbeit zwischen F&E und Anwendungstechnik entwickelt. Die neue Generation Wirbelplatten bieten folgende Vorteile:
NEUE GENERATION:
Wirbelplatten

Fräser für GRAPHIT, STAHL und KUPFER auf einen Blick.
Mehr Schliessen

Umfangreiches Wendeschneidplatten-Sortiment. Mit ihren speziell entwickelten Wendeplatten wird Whizcut den Arbeitsbedingungen der Drehautomaten mit Stangenzufuhr gerecht.
Mehr Schliessen

Wir freuen uns, Ihnen unsere neue Partnerschaft mit hemo bekannt zu geben.
Mehr Schliessen![]()
Wir freuen uns, Ihnen unsere neue Partnerschaft mit hemo bekannt zu geben. Bereits seit 1964 ist hemo als Entwickler und Hersteller von Werkstückspanntechnik und -systemen bekannt. Eines der wesentlichen Unternehmensziele von hemo ist, hochwertige Produkte zu attraktiven Preisen anzubieten.
Drei Geschäftssparten zum Erfolg
Nach der Gründung des Unternehmens durch Heinz Mosig hat sich das Unternehmen vorwiegend dem klassischen Werkzeugund Formenbau, sowie Stanz- und Umformwerkzeugen gewidmet. Aus den Bedürfnissen dieses Handwerkes hat hemo bereits früh mit der Entwicklung und Herstellung von Zubehör für Werkzeugmaschinen begonnen. Viele dieser Klassiker sind heute noch, dank der genialen Konstruktion und exklusiven Präzision, höchst beliebt und im hemo-Angebot enthalten. Auf einer Fläche von über 1100 m2, fabriziert der in zweiter Generation geführte Familienbetrieb mit einem vielseitigen und modernen Maschinenpark hochwertige Produkte. Für hohes Know-how, grosse Fertigungstiefe und zuverlässiges Erfüllen der Kundenforderungen steht hemo seit 55 Jahren mit seinem Namen.
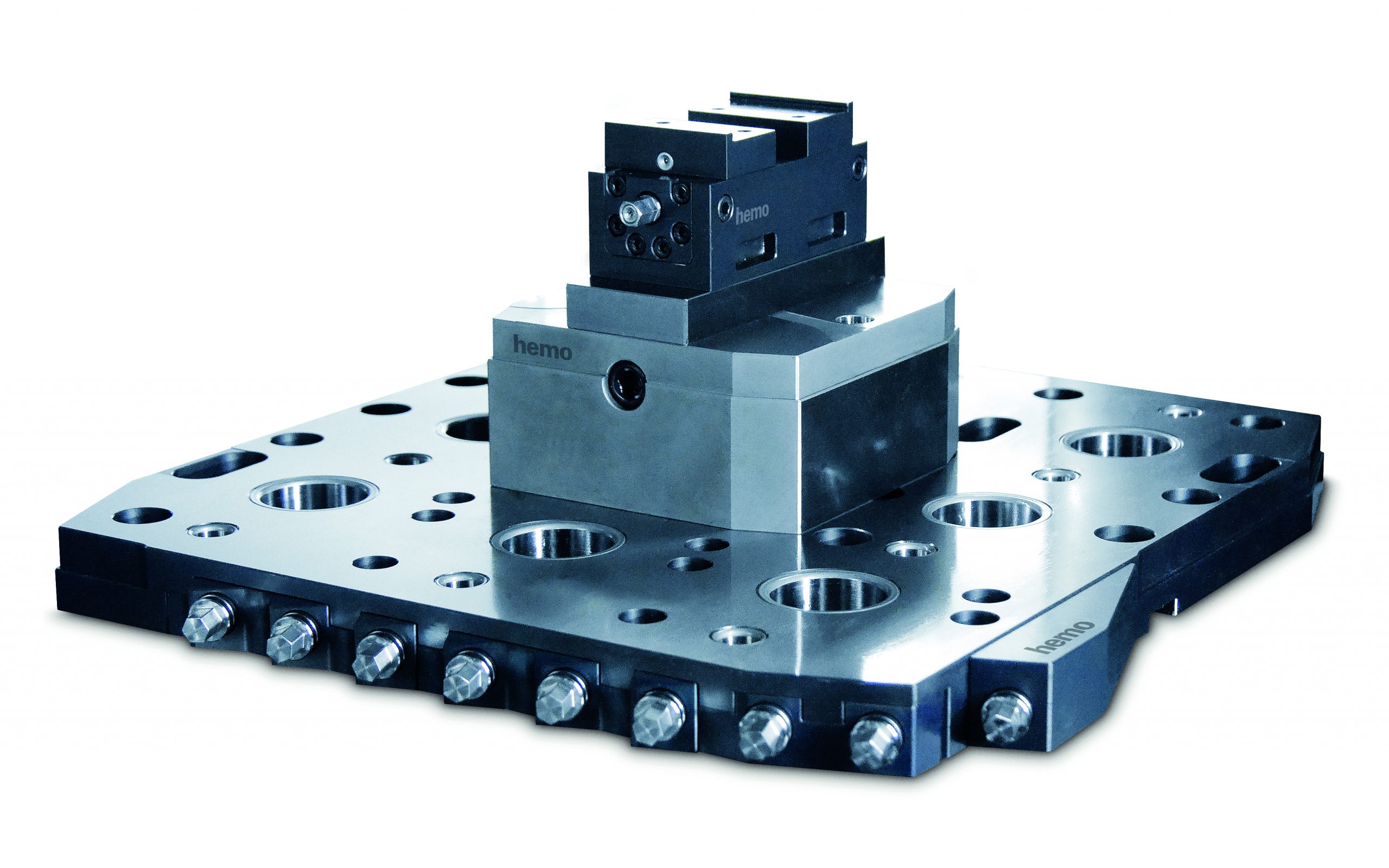
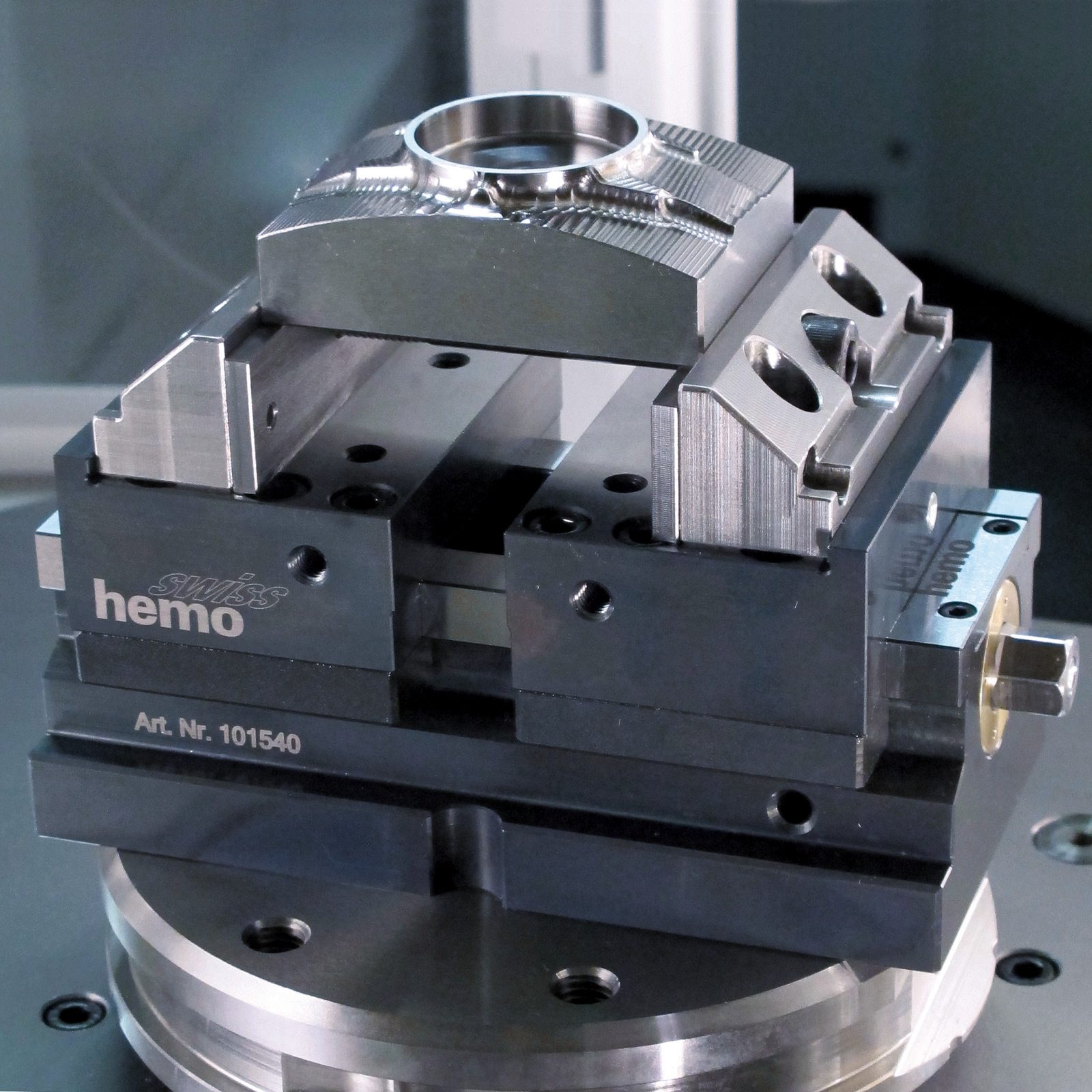
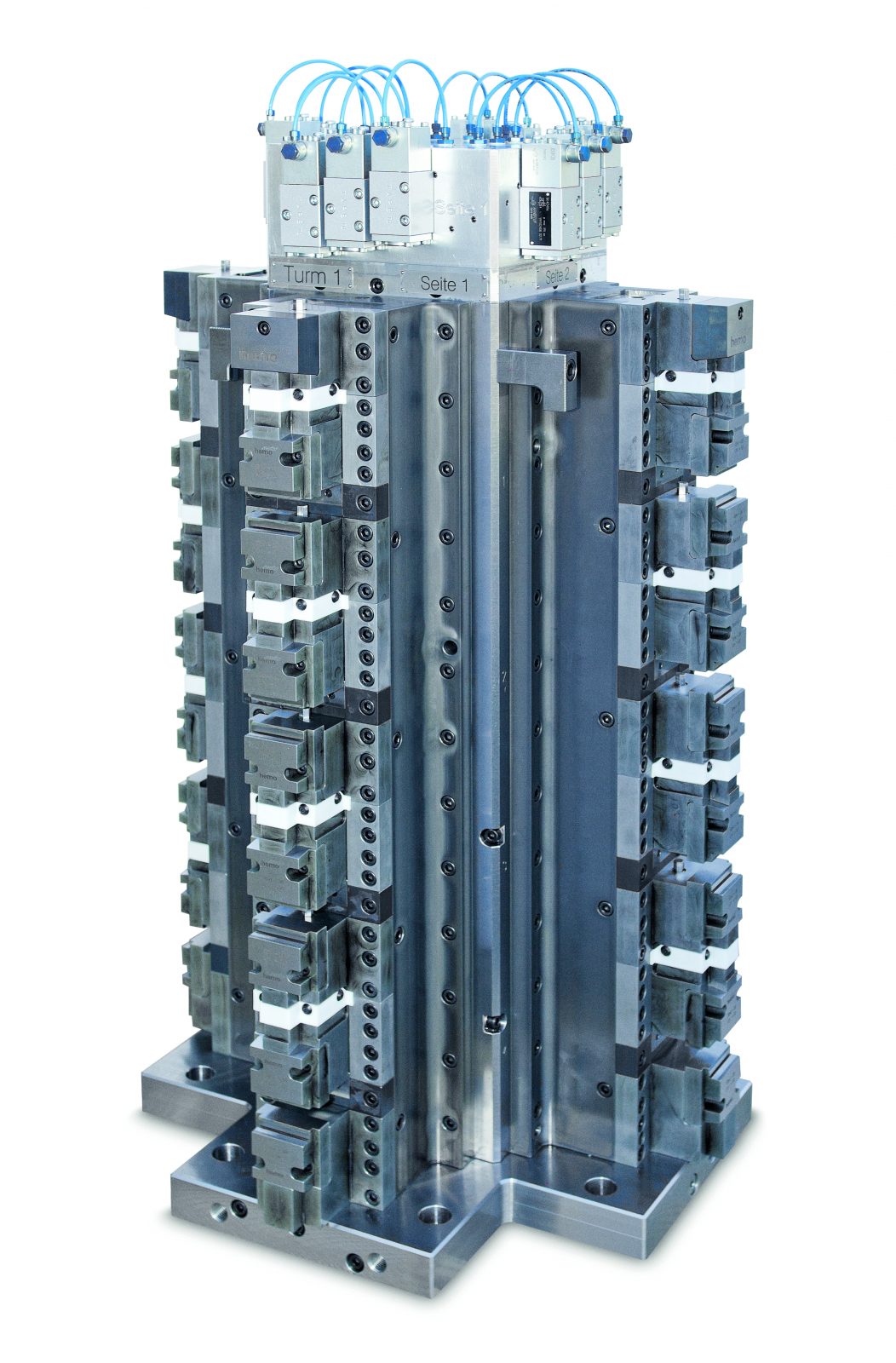
Neben rund 700 Spannsystem- Produkten ist hemo Ihr Spezialist für Sonderanfertigungen und passt somit hervorragend zum DIHAWAG Portfolio!“
Dieter Mosig, Inhaber von hemo: „Was immer wir entwickeln, als Messlatte nehmen wir jeweils die spezifischen Anforderungen unserer Kunden, denn der genaue Blick auf dessen Fertigungsabläufe ist die Basis unserer Arbeit“.

Messe EMO Hannover, vom 16. – 21.09.2019.
Mehr SchliessenDie rund 2‘200 Aussteller präsentieren auf der EMO Hannover das gesamte Angebot der Metallbearbeitungstechnik, von Werkzeugmaschinen, Präzisionswerkzeugen, Automatisierungskomponenten bis hin zu Systemen in kundenorientierter Ausrichtung.
Mit unserem Pocket Guide finden Sie unsere Lieferanten einfach. Besuchen Sie sie und erfahren Sie mehr über alle Neuheiten.
Sie möchten gerne einen kostenlosen Tageseintritt? Bestellen Sie jetzt Ihren Ticket Code bei Brigitte Kocher.
ZECHA ist seit 55 Jahren im Bereich der Mikropräzisionswerkzeuge zu Hause und hat langjährige Erfahrung in der Hartmetallbearbeitung und Diamantbeschichtung.
Mehr Schliessen
ZECHA ist seit 55 Jahren im Bereich der Mikropräzisionswerkzeuge zu Hause und hat langjährige Erfahrung in der Hartmetallbearbeitung und Diamantbeschichtung. Das ist die ideale Voraussetzung, um mit vorhandenem Know-how und neuesten Beschichtungstechnologien, innovative Werkzeuge herzustellen.
Wenn es bei der Bearbeitung von NE-Metallen wie Kupfer oder Hochleistungskupferlegierungen um feine Konturen und beste Oberflächen geht, kommen die bewährten High-End IGUANA-Fräser der ZECHA Hartmetall-Werkzeugfabrikation GmbH aus Königsbach-Stein zum Einsatz. Diese Vollhartmetallwerkzeuge mit hochverschleißfester, geschlossener Diamantbeschichtung und laserbearbeiteten, scharfen Schneidkanten meistern die Herausforderung mit Bravour. Die neuesten Entwicklungen der Werkzeugfamilie IGUANA sind zwei Linien mit Spiralisierung: Die Fräser-Serie 930 und die Spiralbohrer-Serie 975.
Durch die Optimierung des Laserprozesses ist es ZECHA gelungen, die IGUANA-Serien mit eingebrachter Helix zu fertigen. Die fast frei wählbare Spiralisierung der Werkzeuge verspricht große Verbesserungen in weiteren Einsatzbereichen. Schwer zerspanbare Werkstoffe wie medizinische (faserverstärkte) Kunststoffe oder bleifreie Messinglegierungen können dank der positiven Helix-Eigenschaften – weicher Schnitt, verrundete Nutformen, bessere Spanabfuhr, etc. – optimal bearbeitet werden.
Die neuen spiralisierten Fräser sind als zweischneidige Kugel- oder Torusfräser im Durchmesserbereich von 0,5 mm bis 3,0 mm erhältlich. Zusätzlich wurde ein Schaftfräser mit 3 Schneiden konzipiert, der mit einem Durchmesser von 1,0 mm bis 6,0 mm im Portfolio der ZECHA Hartmetall-Werkzeugfabrikation GmbH enthalten ist. Alle 3 Versionen der Serie 930 sind sowohl für die Nass- als auch Trockenbearbeitung geeignet. Durch die gleichbleibenden Geometriebedingungen über die gesamte Schneidenlänge hinweg wird ein noch weicherer, gratfreier Schnitt erzielt und der optimierte Spanraum sorgt für beste Spanabfuhr und Zerspanergebnisse.
Innovation – IGUANA-Bohrer
Zusätzlich zu den neuen spiralisierten High-End IGUANA-Fräsern wurde noch ein Vollhartmetall-Mikro-Spiralbohrer mit Diamantbeschichtung und lasergeschärften Schneidkanten ins Werkzeugprogramm von ZECHA mitaufgenommen. Die IGUANA-Spiralbohrer haben eine degressive Spirale mit Schnittrichtung rechts und durch die X-Ausspitzung am Bohrkopf sind sie selbstzentrierend. Auch diese Bohrer sind, genau wie die IGUANA-Fräser, mit einer laserbearbeiteten, geschlossenen Hochleistungsdiamantschicht mit Kantenschutz versehen und von Durchmesser 0,8 mm bis 2,0 mm verfügbar.
Fazit:
Typische Herausforderungen wie Präzision, Standzeiten und manuelle Nacharbeit werden mit der High-End Serie IGUANA effizient gemeistert. Der Einsatz der Linie steigert die Produktivität, da weniger Werkzeugwechsel und demzufolge auch weniger Stillstandzeiten zu verzeichnen sind. Bei der Bearbeitung des Werkstücks mit IGUANA-Werkzeugen wird eine sehr gute Formgenauigkeit und so gut wie keine Gratbildung erzielt, was große Vorteile bei der Prozesssicherheit bringt. Trotz allem gilt auch hier der Grundsatz, nur durch das perfekte Zusammenspiel von Mensch, Maschine und Werkzeug kann ein optimales Ergebnis erzielt werden.

IGUANA-Fräser und –Bohrer mit Spiralisierung (Serie 930 und 975)



Die Produktfamilie des HAIMER Duo-Lock Systems.

Der Bereich angetriebene Werkzeuge ist eine der Kernkompetenzen von unserem Partner EWS.
Mehr SchliessenNeben dem Standardprogramm wie Axial- und Winkelköpfe werden Schwenkeinheiten, Nutstoßgeräte, Multiformeinheiten und Mehrspindler angeboten. Die Vielfalt kennt hierbei keine Grenzen. Die Werkzeugspannsysteme gehen von der klassischen Spannzangenaufnahme über Weldon und Hydrodehn bis hin zu Capto, KM, ABS und HSK. Das Einsatzgebiet erstreckt sich von den klassischen CNC-Drehmaschinen bis hin zu hochkomplexen Dreh-Fräszentren. Mit dem Schnellwechelsystem EWSVaria wurde ein Maßstab für flexible Modularsysteme gesetzt. EWS-Varia gehört mit seiner sicheren Handhabung und den kurzen Wechselzeiten zu den erfolgreichsten Systemen am Markt.

Work Event Daten: DI & MI 5. & 6. November und DO & FR 14. & 15. November 2019
Mehr Schliessen«Industrie 4.8 – 4 Tage.8 Partner»
In der digitalen Vernetzung entlang der Wertschöpfungskette liegt ein grosses wirtschaftliches Potenzial. Diese Thematik steht im Zentrum der TECH NET Tage, welche an vier Tagen in Mönchaltorf bei der Reimmann AG stattfinden werden. Folgende acht Partnerunternehmen werden an diesen Eventtagen ihre Produkte und Dienstleistungen präsentieren: Bachmann Engineering, Blaser SwissLube, Dihawag, Mitutoyo, Reimmann, Vischer & Bolli, Walter sowie x-data. Fokus der TECH NET Tage ist der Prozess der digitalen Fertigung. Gezeigt wird der gesamte Produktionskreislauf: ausgehend von den 3-D Daten des Bauteils, die Übergabe der Daten, die Werkzeugauswahl, die Spannmittel über die Programmierung und die Einrichtung eines Toolrooms bis zu der Voreinstellung und der Überprüfung des Kühlmittel-Zustands. Wir zeigen Ihnen, was möglich ist und was in der Praxis bereits Anwendung findet. Überzeugen Sie sich an einem der vier Eventtage in Mönchaltorf von den digitalen Möglichkeiten! Durch die Vernetzung soll es realisierbar werden, nicht nur einen Produktionsschritt, sondern eine ganze Wertschöpfungskette zu optimieren. Die Eventtage richten sich an alle Fachleute von der AVOR über die Planung und Programmierung, Produktion bis zu den Entscheidungsträgern.
Wir freuen uns auf Sie!


Der Präzisionsdrehteile-Hersteller Flube AG löste mit Hilfe der Zerspanungsspezialisten von DIHAWAG und dem Spannzangenlieferant Schlenker eine drehtechnische Herausforderung.
Akzente setzen in Form und Präzision mit Drehteilen für Spitzenprodukte – dies gelingt dem KMU Flube AG, Lommiswil, in verschiedensten Ausprägungen seit nun mehr 55 Jahren! Die Flube AG stellt mit 14 Fachkräften und einem top modernen Maschinenpark (sieben CNC-Langdreh- und vier Kurzdrehmaschinen, vier CNC-Bearbeitungszentren) einen sehr flexibel ausgerichteten Produktionsbetrieb dar. Sie sind auf die Präzisionsdreh- beziehungsweise Komplettbearbeitung von Werkstücken aus schwer zerspanbaren Werkstoffen spezialisiert. Markus Flury sagte dazu: „Wir sehen uns als All-in-one-Anbieter – vom Drehteil bis zur Baugruppe.“ Als erfahrene Spezialisten für die Präzisionsdrehteilebearbeitung wissen Markus Flury und seine gut ausgebildeten Mitarbeiterinnen und Mitarbeiter sehr genau, dass jedem Prozessdetail eine grosse Bedeutung zukommt. Mit dem Know-how über den zu bearbeitenden Werkstoff, die Maschine, Werkzeuge, Werkstückspannung, das Kühlschmiermittel usw. fertigen die Mitarbeiter wirtschaftlich Präzisionsteile in reproduzierbarer Genauigkeit und Lieferqualität. Das der Teufel dabei im kleinsten Detail liegen kann, verdeutlicht folgendes Problem, das sich bei der immer wiederkehrenden Produktion von Präzisionsbauteilen für Kaffeemahlwerke in Profiund Gastronomiekaffeemaschinen gezeigt hat. Markus Flury führte dazu aus: „Wir fertigen das Teil schon seit einigen Jahren mit wachsenden Stückzahlen. Es handelt sich dabei um eine sehr eng tolerierte Wellenbaugruppe, die wir zunächst vordrehen und die durch weitere Bearbeitungsschritte wie Verzahnen, Härten und Fügen eines Druckgussaufsatzes extern veredelt wird, bevor wir die hochpräzise Endbearbeitung durchführen. Die Schwierigkeit lag in der prozesssicheren Spannung. Wir verwendeten standardisierte Spannzangen, die jedoch wegen der Endbearbeitungsoperationen modifiziert werden mussten. Bei zunächst kleineren Chargengrössen war das auch okay. Mit wachsenden Stückzahlen zeigten sich an den Spannzangen jedoch bald Ermüdungserscheinungen und Haarrisse. Diese wiederum führten zu Beeinträchtigungen bezüglich Prozesssicherheit sowie Reproduzierbarkeit der Qualität und nach ca. 10’000 Spannungen sogar zum Bruch! Weil sich der bisherige Spannzangenlieferant am Ende ausserstande sah, eine bessere Version zu liefern, mussten wir einen anderen Weg einschlagen, um die Lieferfähigkeit an Qualitätsteilen für den Kunden dauerhaft sicherzustellen.“
Vom modifizierten Standard zur produktspezifischen Lösung
Mit seinem Problem wandte sich Markus Flury an den langjährigen, bewährten Werkzeuglieferanten DIHAWAG, der wiederum seinen Partner Schlenker Spannwerkzeuge ins Boot holte. Schlenker ging mit einem ganz anderen Lösungsansatz ans Werk. Anstatt eine Standardspannzange anzupassen, wurde eine komplett neue, exakt an die Anforderungen angepasste Spannzange konstruiert und in der bekannt hohen Präzision sowie Qualität ausgeführt. Dominik Läng, Technischer Verkaufsberater und PM Drehen bei DIHAWAG zur Auslegung der neuen Lösung auf Basis sogenannter Vorbau- Spannzangen von Schlenker: „Um eine möglichst stabile Spannsituation sicherzustellen, wird das Bauteil wie gewohnt auf dem Hauptdurchmesser gespannt und durch eine zusätzliche Stufe in Position gehalten. Weiter wurde die Innenform der Spannzange anders gestaltet und dabei deutlich verstärkt. Das Ergebnis kann sich sehen lassen. Die neuen Spannzangen sind mit Standzeiten um Faktor 3 und mehr, also nach 30’000 Spannungen plus X, immer noch problemlos in Betrieb. Dank der neuen Spannsituation erreichen wir zuverlässig die geforderte Bearbeitungsgenauigkeit.“ Die mit 5 μ beziehungsweise 0,02 mm vorgegebene, hohe Plan- und Rundlaufgenauigkeit der Wellenbaugruppe ist durchaus angebracht, wenn man das bei einem Kaffeemahlwerk auch nicht unbedingt vermuten würde. Setzt man für einen frisch gebrühten Kaffee pro Portion 8 bis 10 g Kaffeebohnen ein und rechnet man den Verbrauch pro Tag und Jahr hoch, dann ergeben sich bei einem nicht dauerhaft präzis arbeitenden Mahlwerk kiloweise Verluste, die auf einige Tausend Franken hinauslaufen. Der Kaffeemaschinenhersteller hilft so seinen Kunden zu sparen. Fazit – Markus Flury ist deshalb auch voll des Lobes für die aus mehreren Gründen sehr gelungene spanntechnische Lösung: „Einerseits stellen wir für den Kunden die geforderte Qualität und Lieferfähigkeit sicher und andererseits sind wir durch die hohe Prozesssicherheit effizienter.“

V.l.n.r.: Markus Flury
(Geschäftsführer der Flube AG),
Dominik Läng (Technischer
Verkaufsberater und PM Drehen)
und Brigitte Kocher (Marketing)
beide von DIHAWAG.

Willkommen bei MK-Tools!
Eingebettet in die wunderschöne Landschaft des Bayerischen Waldes fertigt MK-TOOLS seit Ende des Jahres 2008 VHM- und PKD-Zerspanungswerkzeuge. Besonders das breite VHM Bohrer-Programm lässt dabei keine Wünsche offen.
Ursprünglich 2001 von Helmut Miller, als kleiner Nachschärfbetrieb gegründet, produziert MK-TOOLS heute bereits mit über 100 Mitarbeitern Hightech Werkzeuge für seine Kunden. Durch konsequente Investitionen in einen hochmodernen Maschinenpark, kontinuierliche Ausbildung der Mitarbeiter, sowie den grossen Erfahrungsschatz des Ingenieurteams hat MK-TOOLS am Weltmarkt Fuß gefasst. Mit der Verdoppelung der Produktionsfläche zu Beginn 2017 auf 2‘200 m2 wurden die Weichen gestellt, um das rasante Wachstum auch in den kommenden Jahren fortführen zu können. Neben dem Standard-VHM-Bohrer Programm überzeugt MK-Tools besonders, dank eigener Beschichtungsanlage, mit kurzen Lieferzeiten für Sonderlösungen. Testen Sie uns!

IGUANA – revolutionär!
Wir präsentieren Ihnen die neusten Mikrowerkzeuge unsere Top-Marken HORN und ZECHA.
Eine echte Evolution von ZECHA sind die neuen erweiterten Serien der Schaftfräser IGUANA – diamantbeschichtet, spiralisiert, mit 3-Schneiden und ab Ø 0.40 mm erhältlich.
Hochpräzise und extrem scharfe Schneiden dank neuster Lasertechnologie. Besuchen Sie uns an der EPHJ (Stand F03) in Genf.
Wir freuen uns auf Sie! Eine kostenlose Eintrittskarte erhalten Sie unter www.ephj.ch | Besucher Anmeldung
Ihr DIHAWAG HORLOGERIE Team
Unsere Highlights

Wir haben einen neuen Standplatz! Halle 1.0 | Stand C02
Mehr Schliessen
PRODEX 2019, Basel
14. – 17. Mai 2019
Wir haben einen neuen Standplatz! Besuchen Sie uns neu in der Halle 1.0 | Stand C02 gleich beim EINGANG. Neben Neuheiten und attraktiven Promotionen freuen wir uns, Sie an unserem neuen Standort begrüssen zu dürfen! Für einen kostenlosen Eintritt verwenden Sie unseren Code: PROD19-DIHAWA (prodex.ch – Ticket lösen)
CHILL OUT ! Bei DIHAWAG und URMA
Mittwoch und Donnerstag von 16.30 – 19.00 Uhr Halle 1 Stand C01/C02!
Lassen Sie uns zusammen anstossen. Mit musikalischer Unterhaltung!
Mittwoch: Popsänger Nick Mellow
Donnerstag: Jazzband Indigo Tales

Die HAIMER Frühlingsaktion bietet verschiedene interessante Angebote – als Einstieg in die HAIMER Technik oder zum Ausbau Ihrer bestehenden Infrastruktur. Hier ist sicher auch für
Mehr Schliessen
Und das beinhaltet die HAIMER Frühlingsaktion: TOOL DYNAMIC Wuchtmaschine – MICROSET Voreinstellgeräte – POWER CLAMP Schrumpfgeräte – Schrumpffutter 10 für 7! – Power Shrink Chucks mit COOL-FLASH– Spannzangenfutter – VHM-Wechselkopffräser mit DUO-LOCK – und vieles mehr!
Die Aktion ist gültig vom 15. April bis zum 14. Juli 2019 – sprechen Sie Ihren DIHAWAG Experten darauf an! Für Service und Beratung stehen wir Ihnen gerne zur Verfügung. Nutzen Sie den Moment, um Ihre Produktivität zu steigern und vorhandenes Potenzial zu erschliessen!


Wenn Feinbohrbearbeitung mit Reibwerkzeugen die letzten Bearbeitungsschritte in der Produktion darstellen, dann ist höchste Prozesssicherheit gefragt. Denn Ausschuss oder Lieferverzögerungen wären zu diesem Zeitpunkt fatal.
Das weiss auch Aldin Banovi, Projektleiter bei der Wittenstein Schweiz, welche unter anderem Präzisionsbohrungen für Linearsystem-Zahnstangen bearbeitet. Er setzt deshalb schon seit Jahren auf hochwertiges Werkzeug. Sein langjähriger Kundenberater Wilfried Iseppi, Regional-Verkaufsleiter der DIHAWAG kennt die Bedürfnisse von Wittenstein genau. Als der Reibspezialist URMA letztes Jahr die neue Produktreihe Reaming „RX small“ mit kleineren Durchmessern von 7.6 bis 13.1 mm lancierte, reagierte er sofort. Umgehend schlug er seinem Kunden einen Versuch mit dem modularen Reibsystem mit Wechselbohrköpfen vor. Herr Banovi musste nicht lange überlegen. Er bestellte gleich alle Systemgrössen des kleineren, ebenfalls modularen Reibsystems um die Weltneuheit schnellstmöglich in die Fertigung zu integrieren. Und sein Mut wurde belohnt: «Mit dem modularen Wechselkopfsystem URMA „Reaming RX small“ konnten wir von Beginn an Gutteile produzieren», freut er sich. «Alle zwölf Testbohrungen haben gleich beim ersten Einsatz unsere strengen Qualitätskontrollen bestanden», so der Antriebstechnik-Fachmann. Die Firma Wittenstein Schweiz fertigt hochpräzise Zahnstangen aus einsatzgehärtetem Werkstoff. Ihre Produkte mit kundenspezifisch geriebenen Bohrungen müssen innert kürzester Zeit verfügbar sein. Um das zu gewährleisten ist man auf zuverlässige, prozesssichere Werkzeugtechnologien und einen schnellen Service des Lieferanten angewiesen.

Zum Ein- und Abstechen auf Langdreh- und kleineren Drehmaschinen präsentiert die Paul Horn GmbH das neue System 32T.
Mehr Schliessen
Durch die präzisionsgesinterte Plattenauflage und die zentrale Klemmschraube bietet das Werkzeugsystem eine hohe Wechselgenauigkeit der Schneidplatte und einen direkten Anzug in den Plattensitz des Werkzeugträgers. Zudem sind keine Spannelemente notwendig, die den Spanfluss negativ beinträchtigen könnten. Der Schraubenkopf der Spannschraube erzeugt keine Störkontur, was das Einstechen an einem Bund sowie das Abstechen direkt an der Spindel ermöglicht. Die Stechplatte ist als neutrale Platte sowohl links als auch rechts einsetzbar.
Horn rundet mit dem System 32T sein Dreischneider-Portfolio hin zu kleineren Maßen ab. Der Werkzeughersteller folgt damit den Wünschen seiner Kunden, welche nach einem Dreischneider-System für Langdrehmaschinen sowie für kleinere Maschinen speziell bei beengten Platzverhältnissen gefragt haben. Die maximale Stechtiefe des Systems beträgt 4 mm, bei einer Stechbreite von 2 mm oder 2,5 mm. Für Einstechoperationen sind die Stechplatten mit gerader Schneide sowie mit Vollradius verfügbar. Zum Abstechen bietet Horn die Wendeschneidplatte mit einer 15 Grad Abstechschräge an. Für die prozesssichere Spanableitung sorgt eine rundgeschliffene Spanformgeometrie. Der Werkzeugträger ist als Quadratschaft in 10 x 10 mm und 12 x 12 mm ausgelegt. Beide Versionen sind mit einer inneren Kühlmittelzufuhr ausgestattet und in linker und rechter Ausführung erhältlich.
GEN3SYS XT PRO!
Diese dritte Generation von Bohrer mit auswechselbaren HM-Einsätzen hat sich auf dem Markt äusserst bewährt und konnte sich gegenüber dem Bisherigen deutlich durchsetzen.
Deshalb möchten wir Ihnen die Vorteile dieses Systems noch einmal näher bringen. Sie können dieses neue Werkzeug gerne testen und tragen absolut kein Risiko. Lassen Sie das Formular „Garantierte Anwendung“ von ihrem DIHAWAG Berater ausfüllen. Sie bezahlen nur bei einwandfreier Funktion des Werkzeuges.
Nutzen Sie diese Gelegenheit. Viel Erfolg!
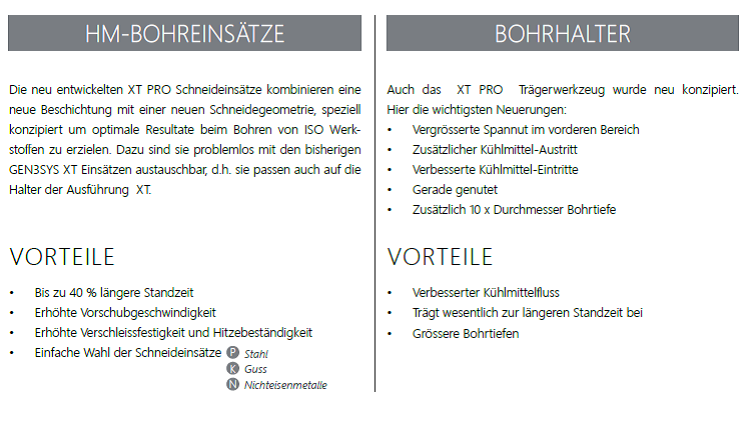

HAIMER 4.0
Connected to the future.


Wir bewegen Technologie und schaffen Mehrwert mit qualifizierten Fachleuten! Unsere Mitarbeitenden sind die Grundlage unseres Erfolges!
Mehr SchliessenZur Stärkung unserer Verkaufsorganisation suchen wir eine kommunikative und technisch versierte Persönlichkeit als

5.– 6. JUNI 2019 in Tübingen!
Mehr Schliessen
Sehr geehrte Damen und Herren,
unter dem Motto Technologie. Transparent. öffnen zum 7. Mal die HORN Technologietage ihre Pforten. Vom 5. bis 7. Juni 2019 erhalten Sie weitgehende Einblicke in die Paul Horn GmbH – von der Herstellung unserer Werkzeuge über die gesamte Wertschöpfungskette bis hin zum spanenden Einsatz. Gemeinsam mit rund 50 Ausstellern aus den unterschiedlichsten Fertigungsbereichen bieten wir Ihnen die Gelegenheit, bei HORN Technologie. Transparent. zu erleben. Besuchen Sie unsere Fachvorträge und sehen Sie vielfältige Live-Demos unter Span. Auf verschiedenen Dreh- und Fräsmaschinen zeigen wir zahlreiche Bau- und Showteile, die den vielseitigen und leistungsstarken Einsatz von HORN-Werkzeugen verdeutlichen. In unserer Ausstellung greifen wir auch die Themen Digitalisierung sowie additive Fertigung auf und zeigen, was die Zukunft hierzu bereithält. Ein weiteres Highlight ist ein Grund zum Feiern: 50 Jahre HORN. Im Zuge der Technologietage feiern wir unser 50- jähriges Bestehen. Wir blicken auf ein halbes Jahrhundert Firmengeschichte zurück und wagen einen Ausblick auf das, was kommt.
Agenda

Flyer HORN Technologietage 2019

Je mehr Freude wir anderen Menschen machen, desto mehr Freude kehrt zurück.
Mehr SchliessenDas Jahr neigt sich dem Ende zu und wir blicken mit großem Stolz auf ein tolles Jahr zurück. Für Ihr Vertrauen sowie für die grossartige Zusammenarbeit bedanken wir uns herzlichst. Gerne stehen wir Ihnen im neuen Jahr genauso mit grossem Elan und Engagement zur Seite. Wir wünschen Ihnen und Ihren Familien frohe Weihnachten und nur das Beste im 2019!
Ihr DIHAWAG Team

Anwendungstechnik: DIHAWAG mit Partner HAIMER bei GDELS-Mowag
Mehr SchliessenAnwenderbericht im Maschinenbau November 2018

Quelle: Paul Horn GmbH
Erscheinungszeit: September 2018


Gerade bei kleinsten Bohrdurchmessern sind hochpräzise Werkzeuge gefragt, um die benötigten geringen Toleranzen einzuhalten. Das ZECHA-Portfolio für tiefe Bohrungen besteht aus den leistungsfähigen Mikro-Pilotbohrern der Serien 612 und 613 sowie der neuen hochpräzisen Spiralbohrer-Serie 635A mit Innenkühlung.
Das Werkzeugkonzept ermöglicht tiefe Bohrungen mit hervorragender Oberflächenqualität ab einem Durchmesser von 1,0 mm und bis zu einer Länge von 15 x D. Die neue Serie 635A weist eine spezielle Spannutgeometrie mit nach hinten versetzten, geöffneten Spankammern auf. Gemeinsam mit den polierten Schneiden garantieren diese einen optimalen Abtransport der Späne – auch wenn in einem Zug in die volle Tiefe gebohrt wird. Wegen ihrer selbstzentrierenden Form können die Werkzeuge zudem an ebenen Flächen ohne Pilotieren eingesetzt werden.
Die optimierte Stirngeometrie mit Einlaufphase wie auch die verstärkte, negative X-Ausspitzung sorgen für hohe Schneidenstabilität. Zur Herstellung der innovativen IK-Bohrer verwendet ZECHA eine neue Hartmetallsorte, die allerhöchste Qualität bezüglich Gefüge, Härte und Bruchfestigkeit bietet. Durch die sehr glatte, droplet-freie WAD Kopfbeschichtung mit hoher Schichthärte und Schichthaftung sowie optimalen Gleiteigenschaften erhalten die Bohrer höchste Zähigkeit und Widerstandsfähigkeit.
Die neuen IK-Bohrer sind in drei Versionen verfügbar. Die Kurzversion 3 x D ist ab einem Durchmesser von 1,5 mm bis 3,0 mm erhältlich. Sie kann einen Spitzwinkel von 142° aufweisen und ist daher auch alternativ als Pilotbohrer einsetzbar. Die weiteren Versionen 8 x D und 15 x D sind als Tieflochbohrer für die Massenteilfertigung besonders gut geeignet. Diese gibt es standardmäßig mit einem Durchmesser von 1,0 mm bis 4,0 mm und einem Spitzwinkel von 140°. Auf Kundenwunsch sind die Bohrer der Serie 635A auch mit Powerkammer lieferbar.
Das Zusammenspiel der besonderen Eigenschaften macht die neue IK-Bohrer-Serie 635A zu einer hervorragenden Wahl bei der Bearbeitung von Vergütungs- und Werkzeugstählen, nichtrostender Stähle, NE- und Buntmetalle.

Schweizer Industrie im Mittelpunkt! Vom 11. – 14. Dezember 2018
Mehr Schliessen
Kostenloses Ticket jetzt buchen
Als zeitgemässe Produktions- und Zuliefermesse der Schweizer MEM-Branche setzt die INDUSTRIALIS den Fokus verstärkt auf Swissness. Auf die digitale Transformation im Zeitalter von Industrie 4.0 wird dabei besonders grossen Wert gelegt. Die INDUSTRIALIS spricht somit direkt technische Einkäufer, Konstrukteure und Entscheider an.
MK-Tools-Standard-VHM-Bohrer werden günstiger!
Mehr SchliessenWir freuen uns, Ihnen mitzuteilen, dass wir für alle neuen Bestellungen ab dem 22.10.2018
unsere Preise für MK-Tools-Standard-VHM-Bohrer um rund 10 % senken.
Als Folge des gesteigerten Einkaufsvolumen bei MK-Tools und dank unserer
exzellenten Geschäftsbeziehung zum Inhaber Helmuth Miller erhalten wir noch bessere
Konditionen, die wir gerne an Sie weitergeben – in Form von reduzierten Brutto-Preisen.
Sie stimmen uns sicher zu – dies sind gute Neuigkeiten!
Nach wie vor besteht aber das grösste Einsparpotenzial in Ihrem Fertigungsprozess
bei den Werkstückkosten auf der Maschine. Wir empfehlen uns weiterhin als Ihren
kompetenten Partner in Zerspanungsfragen!
Gerne stehen wir Ihnen für Fragen rund um die Zerspanung zur Verfügung und
bedanken uns für Ihr Vertrauen.

In zwei Parallel-Sessions zeigen die diesjährigen Referenten, wie innovative Fertigungslösungen aussehen können und wie damit die Fertigung in Zeiten des zunehmenden Konkurrenzdrucks produktiver und zukunftsfähiger gestaltet werden kann. Der thematische Bogen spannt sich von modernster Werkzeugtechnologie über additive Fertigung bis hin zu Industrie 4.0. Auf der begleitenden Fachausstellung kann das Gehörte mit Fachleuten der Aussteller diskutiert werden. Besuchen Sie uns und HAIMER.
15:00 Uhr HAIMER, Tobias Völker:
HAIMER 4.0 – neue Lösungen für vernetztes
Werkzeugmanagement

Ausgabe Oktober 2018
HAIMER Microset – Voreinstellen leicht gemacht
HORN System 32 – Drei Schneiden für Langdreher
SCHLENKER – Werkstückspezifische Spannzangen


SAVE THE DATE: 5. Juni 2019 – 7. Juni 2019 bei der Paul Horn GmbH in D-Tübingen.
Mehr SchliessenReservieren Sie sich jetzt schon dieses Datum.
Weitere Informationen und Einladung folgen.
Feiern Sie mit! Einladung – 16. November 2018
Mehr SchliessenEinladung zur 66 Jahre Jubiläumsfeier und Eröffnung mit Besichtigung der neuen Fertigung. Nutzen Sie die Chance, einem Spannzangen- und Führungsbuchsenhersteller über die Schultern zu schauen und mitzufeiern.

ANMELDESCHLUSS: 19.10.2018
Besuchen Sie DIHAWAG an der TAG DER OFFENEN TÜR – 26. Oktober 2018 von URMA.
Unter dem Motto Surfin‘ USA lädt URMA in Rupperswil zum Tag der offenen Tür ein und präsentiert HAAS Maschinen und ihre Werkzeugsysteme. Freitag, 26.10.2018, von 10:00 Uhr – 20:00 Uhr sind Sie herzlich Willkommen.


Messe AMB, Stuttgart Vom 18. – 22.09.2018. Besuchen Sie unsere Partner.
Mehr SchliessenDie rund 1.500 Aussteller präsentieren auf der AMB Stuttgart das gesamte Angebot der Metallbearbeitungstechnik, von Werkzeugmaschinen, Präzisionswerkzeugen, Automatisierungskomponenten bis hin zu Systemen in kundenorientierter Ausrichtung.
Mit unserem Pocket Guide finden Sie unsere Lieferanten einfach. Besuchen Sie sie und erfahren Sie mehr über alle Neuheiten.

Von HAIMER gibt es jetzt neue Werkzeugspannlösungen für Drehmaschinen und Rundtaktmaschinen.
Mehr SchliessenVon HAIMER gibt es jetzt neue Werkzeugspannlösungen für Drehmaschinen und Rundtaktmaschinen. Dazu zählen spezielle HAIMER Schrumpfspannzangen mit ER 16- und ER 25-Konus, die bei angetriebenen Werkzeugen die Vorteile der Schrumpftechnik eröffnen. Ebenfalls für den Einsatz in Werkzeugrevolvern geeignet sind die neuen Spannzangen mit HAIMER Duo-Lock™-Schnittstelle, in die sich entsprechende Werkzeugköpfe aus Hartmetall einwechseln lassen.
Die HAIMER Gruppe, Weltmarktführer für Werkzeugschrumpf- und Auswuchttechnik, stellt neuentwickelte Schrumpfspannzangen vom Typ ER 16 und ER 25 vor. Sie lassen sich in gängige ER-Aufnahmen einsetzen und sind mit den handelsüblichen ER-Spannmuttern kompatibel. Durch ihre geschlossene Form sind diese kühlmitteldicht und ein Verschmutzen des Spannkegels ist ausgeschlossen. Im Gegensatz zu üblichen Spannzangen überzeugen die Schrumpfspannzangen durch eine hervorragende radiale Rundlaufgenauigkeit sowie durch einfachen, schnellen Werkzeugwechsel. Dadurch werden Schwingungen reduziert, was der erzeugten Oberflächengüte und den Standzeiten der Werkzeuge entgegenkommt. Die HAIMER Schrumpfspannzangen lassen sich auch direkt in angetriebenen Werkzeughaltern verwenden, wo sie durch ihre hohe Steifigkeit und Präzision zu überzeugen wissen. Optional können sie mit dem HAIMER Cool-Jet ausgestattet werden, das dafür sorgt, dass das Kühlschmiermittel exakt zur Werkzeugschneide gelangt. Eine weitere Neuentwicklung sind Spannzangen, die die Duo-Lock™-Technologie nutzen. Darunter ist eine von HAIMER patentierte modulare Schnittstelle für Hartmetall-Werkzeugköpfe zu verstehen, die durch ein einzigartiges Gewindedesign mit Doppelkonus maximale Stabilität und Belastbarkeit liefert. Die neuen Duo-Lock™-Spannzangen eignen sich ebenfalls für den Einsatz im Werkzeugrevolver einer Drehmaschine. Aufgrund der hohen System- und Längenwiederholgenauigkeit können Duo-Lock™-HM-Werkzeugköpfe sogar in der Maschine eingewechselt werden. Durch ihre Monoblockbauweise bieten die Spannzangen mehr Stabilität und besten Rundlauf. Mit dem Cool-Jet-System bieten sie zudem beste Kühlmöglichkeiten. Duo-Lock™-Spannzangen sind sowohl für herkömmliche ER-Spannfutter zum Fräsen wie auch für angetriebene Werkzeuge und Rundtaktmaschinen bestens geeignet.



25./26. und 29. – 31. Oktober 2018 – In Mönchaltorf bei der Reimmann AG.
Mehr Schliessen«Vernetzte 5-Seiten Bearbeitung»
Besuchen Sie DIHAWAG an den TECH NET Tagen 2018!
Die wirtschaftliche Produktion in der spanenden Fertigung steht im Zentrum der TECH NET Tage, welche an fünf Tagen in Mönchaltorf bei der Reimmann AG
stattfinden werden.
Folgende acht Partnerunternehmen werden an diesen Eventtagen ihre Produkte und Dienstleistungen präsentieren: Bachmann Engineering, Blaser SwissLube, Dihawag, Reimmann, StuTech, Vischer & Bolli, Walter sowie x-data.
Fokus der diesjährigen TECH NET Tage ist die vernetzte 5-Seiten Bearbeitung. Gezeigt wird das Zusammenspiel der Maschine mit modernster Bearbeitungstechnologie, Automation/Robotik, passende Werkzeuge, Spanntechnik, Programmiersysteme, flüssige Werkzeuge – kurz gesagt: alles rund um, und für Ihre Fertigung!
Überzeugen Sie sich an einem der fünf Eventtage in Mönchaltorf vom Zusammenspiel aller Komponenten, die zu einer modernen und wirtschaftlichen Fertigung gehören. Praxisorientierte Vorträge ergänzen die präsentierten Lösungen.
Die Eventtage richten sich an alle Fachleute von der AVOR über die Planung und Programmierung, Produktion bis zu den Entscheidungsträgern.
Melden Sie sich jetzt an – Wir freuen uns auf Sie!
Mehr Info über TECH NET Tage 2018

Vollhartmetall-Werkzeuge für die Bearbeitung von Titan- und Edelstahl in der Medizintechnik.
Mehr SchliessenIn vielen verschiedenen Fachrichtungen der Chirurgie werden heutzutage Beschwerden und Krankheiten mit Implantaten gelindert, die höchsten Qualitätsansprüchen gerecht werden müssen. Erst mit neuester Technologie lassen sich die für die Prothetik benötigten Werkzeuge überhaupt herstellen. Hochpräzise Gewindefräser für die Bearbeitung von Titan und Edelstahl gehören zum Produktportfolio der ZECHA Hartmetall-Fabrikation GmbH in Königsbach-Stein.
Die Medizintechnik ist ein Feld, in dem es auf Präzision und Sicherheit ankommt, sowohl beim ausführenden Arzt als auch bei Implantaten und Werkzeugen. Für Implantate beispielsweise setzen Chirurgen, Orthopädietechniker und Zahnärzte meist speziell legierte, chirurgische Stähle oder das besonders körperverträgliche Titan in seinen Legierungen ein. Diese Materialien stellen jedoch hohe Anforderungen bei der wirtschaftlichen und richtlinienkonformen Bearbeitung. Zudem müssen sogar die verwendeten Werkzeuge lückenlos mit Prüfprotokollen hinterlegt sein, um die strengen Richtlinien zu erfüllen. Hier hat derjenige die Nase vorn, der auf die Qualität renommierter Präzisionswerkzeugherstelller vertrauen kann – wie auf die Kompetenzen der ZECHA Hartmetall-Fabrikation GmbH aus Königsbach-Stein.
ZECHA bietet eine große Auswahl an speziellen Werkzeugkonzepten für die Medizintechnik. Dazu gehören auch Kegel-Innengewinde- und Kegel-Außengewindefräser. Diese fräsen in nur einer helikalen, sich im Konuswinkel öffnenden Vollkreisbewegung die Gewinde in eine Knochenplatte oder auf den konischen Kopfbereich einer Knochenschraube. Die hochpräzisen Werkzeuge weisen über die gesamte Kontur des Werkzeuges – von der Zahnteilung und Zahnhöhe über die Radien, Flanken und die Winkellage der Kegelform – eine summierte Formgenauigkeit von insgesamt max. 14 μm auf.
Auch für kundenspezifische Sonder gewinde bietet ZECHA individuelle Werkzeuglösungen an. Mit Hilfe neuester Computertechnik lässt sich zunächst über eine Verschnittberechnung die mathematische Machbarkeit des angeforderten Gewindes prüfen, bevor die benötigten Werkzeuge zielgerichtet ausgelegt und individuell gefertigt werden.
Das bei der Herstellung eingesetzte Messverfahren prüft dann die sich ergebende Hüllkurve des Werkzeugs in Rotation. Das bedeutet in der Anwendung, dass die damit gefertigten Gewinde geometrisch keine Abweichungen aufweisen.
Qualitätssicherung und Reproduzierbarkeit sind wesentliche Faktoren bei der Werkzeugentwicklung und -fertigung im ZECHA-Werk. Dazu werden alle Fertigungsprozesse auf Wunsch protokolliert und lassen sich über die so genannte Lebensnummer am Schaftende jedes einzelnen Werkzeugs zuordnen. Selbst nach Jahren kann der Kunde so sein speziell für ihn entwickeltes Werkzeug mit den exakt gleichen Parametern nachbestellen oder jederzeit die erforderlichen Qualitätsnachweise erbringen.
Aus der Medizintechnik sind hochgenaue Spezialwerkzeuge nicht mehr wegzudenken. Innovative Unternehmen wie die ZECHA Hartmetall-Werkzeugfabrikation optimieren diese Werkzeuggattung kontinuierlich. Denn durch formgenaue Geometrien, mit Prüfprotokollen belegte Qualität, werkzeugspezifisch angepasste VHM Substrate und Mikrogeometrien sowie neuester Beschichtungen lassen sich Spezialwerkzeuge für Titan, Edelstähle und andere Werkstoffe mit Erfolg einsetzen.

Alle Fertigungsprozesse werden auf Wunsch protokolliert und können über die Lebensnummer am Schaftende jedem einzelnen Werkzeug zugeordnet werden.

Wir gehen mit dem Sommer in Verlängerung. Profitieren Sie vom Summer Deal 2018 noch bis Ende Jahr.
50 % auf den folgenden HORN Haltern! Die dazugehörigen Platten erhalten Sie zum gewohnten Standardpreis.
Nut- und Trennfräsen – Ein präzises und wirtschaftliches System von HORN mit einem breiten Sortiment an Wechselschneiden von Ø 28 mm bis 200 mm in unterschiedlichen Geometrien und Beschichtungen.
Das Wechseln der Schneidplatten ist einfach und hochgenau. Die präzisionsgefrästen Plattensitze im Grundkörper gewährleisten eine sichere Verbindung mit hoher Wechselgenauigkeit!

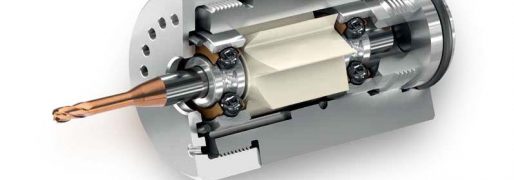
Präzises Fräsen von 0,1 bis 3 mm Durchmesser
Horn präsentiert die neu ins Programm aufgenommenen Schnelllaufspindeln von SFI Toodle. Mit dieser Programmerweiterung profitiert der Anwender nicht nur von den Vorteilen der weltweit bewährten Spindeln, sondern in besonderem Maße von der Kombination mit den Horn-Vollhartmetallfräsern der Baureihe DS. Mehr als 600 DS-Fräser mit Schneidkreisdurchmessern von 0,1 bis 3 mm sind mit vormontierter Toodle-Spindel innerhalb einer Woche lieferbar. Dabei lassen sich die Fräser nicht nur hinsichtlich des Durchmessers auf den Bedarfsfall abstimmen. Dank der zahlreichen Varianten mit verschiedenen Geometrien, Beschichtungen und Hartmetallsubstraten lässt sich das Werkzeug für den jeweiligen Anwendungsfall anpassen. Vorteile der Schnelllaufspindeln sind die geringen Anschaffungskosten, die einfache Montage und die gleichbleibend hohe Rundlaufgenauigkeit. Die DS-Fräser überzeugen dabei mit einer Rundlaufgenauigkeit von 0,005 mm sowie einer langen Lebensdauer. Für Zerspanungsaufgaben wie Kopier-, Hochvorschub- und Trochoidalfräsen sowie zum Fasen und Gravieren stehen Schnelllaufspindeln mit verschiedenen Antrieben und Drehzahlen zur Verfügung. Die Modelle TB131 und TB131-90, Turbinenantrieb durch Kühlschmierstoff bei 10 bis 60 bar, erreichen Drehzahlen von 40.000 bis 75.000 1/min. Die Turbine des Modells TG131 ist durch Druckluft mit 3 bis 7 bar angetrieben und für Drehzahlen von 35.000 bis 60.000 1/min ausgelegt. Für Sonderaufgaben lassen sich Fräser, Lager und Antrieb den gestellten
Anforderungen anpassen. Die Spindeln sind auch bei stehender Maschinenspindel einsetzbar. Die Schnelllaufspindeln lassen sich problemlos in Standard-Werkzeugaufnahmen wie Hydrodehn-, Spannzangen- und Weldonfutter sowie in Bohrstangenhaltern spannen. Spannbar sind h5- oder h6-Werkzeugschäfte mit 3, 4 und 6 mm Durchmesser. Mit diesen und weiteren Produktmerkmalen stehen Schnelllaufspindeln und Fräswerkzeuge zur Verfügung, die auch bei geringer Drehzahl der Maschinenspindel einen wesentlichen Beitrag zur Komplettbearbeitung auf Dreh- oder Fräszentren leisten.

Service vor Ort! David Oppliger, Servicetechnik, PM HAIMER
Mehr SchliessenSie haben technische Fragen, brauchen Beratung oder einen Service an Ihrem HAIMER Gerät?
David Oppliger, unser Servicetechniker und Produktmanager HAIMER ist für Sie da. Sei es rund um die Evaluation von MICROSET Voreinstellgeräten, Wuchtmaschinen oder Schrumpfgeräten bis hin zur Installation, Inbetriebnahme oder Reparatur- und Servicearbeiten. Sie erreichen David Oppliger über die HAIMER Service Hotline +41 32 344 60 78 oder haimer-service@dihawag.ch.

Setzt neue Massstäbe!
Mehr Schliessen


Lasergeschärft für glänzende Ergebnisse!
Mehr Schliessen


TRADITION UND PRÄZISION!
Willkommen an unserem Stand F03! – Gerne zeigen wir
Ihnen unsere Neuheiten im Bereich der Mikrowerkzeuge und
der Spanntechnik.
Wir freuen uns auf Sie!
Eine kostenlose Eintrittskarte erhalten Sie unter Ticket
Ihr DIHAWAG HORLOGERIE Team

Ausgabe April 2018
ZECHA – High-Tech an der Schneide: Hochgenauge Gewindfräser für Implantate
HAIMER – Spanntechnik für Drehmaschinen
HORN – Scharfe Schneiden: Für Mikrozerspanung und Langdreher


Herzlich willkommen an der SIAMS in Moutier, 17. – 20.4.2018
Mehr SchliessenHalle 1.2, Stand E10/F9
Unsere Highlights an der Messe!

GUT VERNETZT – mit Kunden, Lieferanten, Innovationen, Digitalisierung und Technologien – als unabhängiger Networker finden wir die passende Lösung und schaffen durch Transparenz optimale Bedingungen.
Wir begrüssen Sie an unserem Stand E10/F09 in der Halle 1.2
Neben der Premiere JETWirbeln zeigen wir Ihnen weitere Highlights aus den Bereichen Medical, Horlogerie, Décolletage und Spanntechnik!
Wir freuen uns auf tolle Fachgespräche und lad en Sie zum gemütlichen Beisammensein bei einer Pizza ein.
Quelle: Paul Horn GmbH
Erscheinungszeit: Februar 2018


Die Pilatus Flugzeugwerke AG mit Hauptsitz in Stans, installierten 2016 neue Fertigungssysteme für die Zerspanung von Strukturbauteilen aus Aluminium. Um beim Hochgeschwindigkeitsfräsen prozesssicher die gewünschte Oberflächengüte und Präzision zu erreichen, setzen die Flugzeugbauer durchgängig Lösungen von HAIMER ein: verschiedenste Werkzeugaufnahmen und dazu passende Schrumpf- und Wuchtgeräte.

HORN MKD-Hochglanzwerkzeuge bearbeiten Werkstücke aus NE-Metallen und transparenten Kunststoffen auf einer Drehmaschine, ohne weiteren Arbeitsgang für das Polieren.
Mehr SchliessenSonderlösungen nach individueller Kundenanforderung realisierbar.


Vergleich von HAIMER Standard Schrumpffutter zur HAIMER Power Line!
Mehr Schliessen
Bessere Zerspanungsleistung mit HAIMER POWER LINE Werkzeugaufnahmen.
https://youtube.com/watch?v=TPMs22I4DWo
Schneidgeschwindigkeit = 120 m/ min, Vorschub pro Zahn = 0,09 mm, Schnittbreite = 4 bis 14 mm, Schnitttiefe = 24 mm, Schnittstelle = HSK-A63, Werkzeug = HAIMER Power Mill F1004NNL1600CAA, Material/Werkstück = 42CrMo4.


Gewindeherstellung in schwer zerspanbaren Werkstoffen.
Mehr Schliessen
Horn präsentiert Neuentwicklungen des Frässystems DCG zum Gewindefräsen. Mit Arbeitsbereichen von M1 bis M2,5 (Metrische ISO-Gewinde DIN13-20) erweitern sie die Einsatzmöglichkeiten der DCG-Baureihe beim prozesssicheren Fräsen von kleinen Gewinden. Sie verfügen über schleifscharfe Schneidkanten und sind dank ihrer Beschichtung universell einsetzbar. Standardmäßig sind die VHM-Fräser bis Gewindelängen 2 x D verfügbar. Sie beweisen ihr Leistungsvermögen und Ihre Wirtschaftlichkeit beim Bearbeiten von Stählen, rostfreien Stählen, Guss, Nichteisenmetallen und insbesondere bei schwer zerspanbaren Werkstoffen, wie sie zum Beispiel in der Medizintechnik zum Einsatz kommen.
Die Vollhartmetallfräser DCG haben sich seit Jahren beim Herstellen von Gewinden von M3 bis M12 bewährt. Da die einreihigen Fräser für verschiedene Steigungen einsetzbar sind, ist eine hohe Flexibilität gewährleistet.
Besuchen Sie DIHAWAG in Halle 1.2, Stand E10/F9!
Mehr SchliessenAls Fachmesse repräsentiert die SIAMS die gesamte Produktionskette der Mikrotechnik – vom Entwurf über die Werkstoffe bis zur Produktion und Montage, den Bauteilen, der Zulieferindustrie und den damit verbundenen Aktivitäten.
Die Messe findet alle zwei Jahre in Moutier, inmitten des Juras und seiner Technologien statt! Damit entspricht die Messe den Bedürfnissen der KMUs der Bereiche Mikromechanik, Mikrotechnik und Mikromechatronik.
Weisse Winterlandschaft, Glühwein und Lebkuchen – Vorboten einer gemütlichen und besinnlichen Weihnachtszeit.
Mehr SchliessenEine Zeit, um sich mit Familie und Freunden auszutauschen und zu hoffen, dass eine Stunde mal länger als 60 Minuten dauert.
Wir wünschen Ihnen, dass Sie sich diese Zeit nehmen können und verbinden damit
unseren Dank für die angenehme Zusammenarbeit.
Einen tollen Start in das neue Jahr – Gesundheit, Erfolg und viel Glück!
Ihr DIHAWAG Team

Zum Verzahnen mittlerer bis grosser Lose konzipiert – die Wälzschälwerkzeuge von Horn.
Mehr SchliessenNEUE WERKZEUGE ZUM VERZAHNEN
Das Produktportfolio von Horn umfasst ein breites Werkzeugprogramm zur Herstellung von unterschiedlichen Verzahnungsgeometrien mit Modul 0,5 bis Modul 30. Ob Verzahnungen an Stirnrädern, Welle-Nabe-Verbindungen, Schneckenwellen, Kegelrädern, Ritzeln oder an kundenspezifischen Profilen, alle diese Zahnprofile lassen sich mit den Werkzeugen zum Fräsen oder Nutstossen äusserst wirtschaftlich herstellen. Einen weiteren Beweis der Kompetenz beim Verzahnen bietet nun das neue Programm Wälzschälen. Das Verfahren ist seit über 100 Jahren bekannt. Eine breitere Anwendung findet es aber erst, seit Bearbeitungszentren und Universalmaschinen mit voll synchronisierten Spindeln und verfahrensoptimierter Software die Anwendung dieser hochkomplexen Technologie ermöglichen.
Das neue Programm umfasst Werkzeuge zum hochproduktiven Herstellen von Innenverzahnungen, Steckverzahnungen und anderen Innenprofilen sowie von Aussenverzahnungen mit Störkanten. Die wichtigsten Vorteile des Wälzschälens bei diesen Anwendungen sind die deutlich kürzeren Prozesszeiten im Vergleich zum Verzahnungsstossen, der Einsatz auf optimierten Dreh-Fräs-Zentren, das Drehen und Verzahnen in einer Aufspannung, der Verzicht auf Freistiche am Verzahnungsende, die meist produktivere und kostengünstigere Herstellung gegenüber dem Wälzstossen und Räumen und die im Vergleich zum Nutstossen vier- bis fünffach kürzere Zykluszeit.
Die Wälzschälwerkzeuge sind zum Verzahnen mittlerer bis grosser Lose konzipiert. Dabei wird jedes Werkzeug individuell dem Einsatz und dem zu bearbeitenden Werkstoff angepasst, wobei sich die unterschiedlichen Werkzeugschnittstellen an der Zähnezahl und Modulgrösse orientieren.
WERKZEUGE AUS VOLLHARTMETALL ODER MIT WECHSELKOPF
Das Programm umfasst Werkzeuge in zylindrischer oder konischer Form für Module von 0,5 bis 2 mm. Die VHM-Werkzeuge sind mit Schneidkreisdurchmessern ≤ 20 mm und in schlanker Bauform lieferbar. Sie kommen bei kleinen Modulen und kleinen Bauteilen zum Einsatz, vorzugsweise dann, wenn wegen der Kollisionsgefahr ein schlanker Schaft benötigt wird. Die auf den Anwendungsfall abgestimmten Schneidstoffe und Beschichtungen erzeugen sehr gute Oberflächenqualitäten am Werkstück. Bei Schneidkreisdurchmessern ≥ 20 mm werden Wälzschälwerkzeuge mit Wechselkopfsystem eingesetzt. Die hochpräzise Schnittstelle erlaubt das einfache Wechseln des Schneidkopfes in der Maschine, ohne Ausbau des Halters. Der Halter aus Hartmetall sichert eine hohe Steifigkeit, Verschleissfestigkeit und Präzision.

Neue Geometrien und Beschichtungen ermöglichen höhere Vorschübe und verbessern die Standzeit des Werkzeugs!
Mehr Schliessen
Allied Machine & Engineering, einer der führenden Hersteller im Bereich von Bohrungs- und Fertigbearbeitungssystemen bringt die neue Linie an Hochleistungsbohrern GEN3SYS® XT Pro auf den Markt. Die Produktlinie verfügt über Halter und Bohreinsätze, die über drei einzigartige Geometrien sowie zwei innovative Beschichtungen verfügen. Durch die Ergänzung um die neuen spezifischen Geometrien und Beschichtungen ist GEN3SYS® die optimale Lösung, um bei verschiedensten Bearbeitungsmaterialien beste Ergebnisse zu erhalten.
GEN3SYS® XT Pro Bohreinsätze wurden speziell für ISO-Werkstoffklassen entwickelt und machen die Werkzeugauswahl entsprechend einfach. Sie werden für Stähle (P-Klasse), Gusseisen (K-Klasse) und nichteisenhaltige Werkstoffe (N-Klasse) angeboten. Die Bohreinsätze kommen im Durchmesser von 11 mm bis 35 mm und sind in 0,1 mm-Schritten erhältlich. Die speziell für Stahl und Gusseisen entwickelten Wendeschneidplatten verfügen über neue Beschichtungen des Typs AM400, die eine erhöhte Verschleissfestigkeit sowie höhere Standzeiten aufweisen. Bohreinsätze für nichteisenhaltige Werkstoffe sind mit Titannitrid (TiN) beschichtet. Klemmhalter der GEN3SYS® XT Pro Linie sind in den Längen / Durchmesserverhältnissen von 3xD, 5xD, 7xD und nun auch in 10xD erhältlich. Diese neu gestalteten Klemmhalter verfügen über ein verbessertes Spannutdesign, mit dem die Spanabführung optimiert wird. Ferner wurde die Wärmeableitung verbessert, in dem der Kühlmitteldurchsatz erhöht sowie zusätzliches Kühlmittel zielgerichtet in die Schneidzone zugeführt wird. Die GEN3SYS® XT Pro Klemmhalter sind sowohl in inch als auch in metrischen Schaftdurchmessern erhältlich.

Neben den bewährten Maschinen der Basic, Profi und Premium Linie kommen nun die drei Power Clamp-Gerätetypen Premium i4.0, Sprint i4.0 und Comfort i4.0, die allesamt – wie der Name vermuten lässt – Industrie 4.0-ready und netzwerkfähig sind, hinzu. Zudem verfügen die Geräte über eine neue, intuitive Software, welche die Bedienung weiter vereinfacht, sowie ein werkstatttaugliches 7“-Touch-Display, das sich sogar mit dünnen Arbeitshandschuhen bedienen lässt. Auf Wunsch werden die Power Clamp i4.0-Geräte mit einem Scanner ausgerüstet, der Schrumpfparameter von Data-Matrix-Codes ausliest. So ist einfachstes automatisiertes Schrumpfen gewährleistet.
Die neuen ergonomischen Schrumpfstationen erscheinen in modernem, hochwertigen Industriedesign. Mit ihrer patentierten NG-Spule eignen sie sich für alle HM- und HSS-Werkzeuge im Durchmesserbereich von 3 bis 32 mm. Als komplett neues Produkt präsentiert sich das Power Clamp Sprint i4.0. Mit Luft und Sprühnebel eignet es sich für die schonende, saubere und konturunabhängige Kühlung aller Schrumpffutter und Schrumpfspannzangen. Schmutzund Wasserrückstände werden zuverlässig vermieden. Zusätzlich sorgt eine Temperaturkontrolle für optimierte und sichere Kühlung. Das Power Clamp Sprint i4.0 lässt sich optional mit einer Längenvoreinstellung ausrüsten.
Das Power Clamp Premium i4.0 ersetzt die bisherige High-end-Variante. Ein besonderes Merkmal des Premium-Modells ist die automatische Kühlplatzanzeige für die vorhandenen fünf Stationen, die ein einfaches, schnelles und sicheres Kontaktkühlen gewährleistet.
Last but not least: HAIMER hat auch sein Erfolgsmodell Power Clamp Comfort mit dem neuen Display weiterentwickelt. Das durch seine neue Software noch komfortablere Power Clamp Comfort i4.0-Modell bietet – wie schon das Vorgängermodell – eine integrierte Kontaktkühlung mit Temperaturkontrolle. Ein Drehteller mit drei Stationen erlaubt das schnelle Schrumpfen und Kühlen mehrerer Werkzeuge.

Angetriebene Werkzeugsysteme werden smart!
Mehr Schliessen
Angetriebene Werkzeugsysteme waren bis heute klassische Maschinenbauteile, das heisst ausschliesslich mechanische Komponenten und verfügten insofern über keinerlei Intelligenz.
Die Herausforderungen von Industrie 4.0 bestehen darin, Dinge smart zu machen um sie so in digitale Prozesse zu integrieren. Bisher wurden auf den Messen Prototypen gezeigt die auf der NFC Technologie (Near field communication) gearbeitet haben. Hier konnten Laufzeiten, Drehzahlen u.ä. ermittelt werden. Das Auslesen der Daten war aber nur möglich, in dem man im Maschinen Stillstand ein Mobiltelefon oder ein Tablett dicht an das System heran führte und somit die Daten übertrug. Eine permanente Kommunikation war ausgeschlossen und ausserdem waren die Abmessungen der Sensorik zu gross und nur eingeschränkt praxistauglich.
Der EWS-Sensor vom EWS.CyberCon4 basiert auf der BLE-Technik (Bluetooth Low Energy). Diese Technologie hat den Vorteil, dass sie permanent Daten sendet, aber keine Verbindung zu einem anderen Gerät aufbauen muss (Advertisement package).
Erst wenn man die Historie verfolgen möchte um die Verläufe anzuschauen, muss eine Verbindung aufgebaut werden und das verbraucht Strom. Man kennt dies von der Handy-Kopplung im Auto.
Die EWS Sensorik sendet im Sekundentakt, was derzeit vollkommen ausreicht, jedoch variabel ist. Dazu bietet EWS auch ein Gateway an, welches die Daten entweder an die Steuerung oder ins W-Lan gibt.
Über die ermittelten Daten wie Drehzahl, Temperatur, Ein-/Ausschaltungen und Laufzeit sollen in Zukunft über Algorythmen Wartungszyklen ermittelt werden. Je nachdem, welchen Belastungen die Einheit ausgesetzt ist, werden die Zyklen länger oder kürzer.
Der Kunde kann entscheiden, wie er diese Informationen nutzt. Er kann sie intern verwalten, er kann sie an EWS zum Monitoring geben oder z.B. in der Tool-Arena verwalten. In der Tool-Arena, in der verschiedene Unternehmen ihre Daten hosten können (auch Mitbewerber), wird ein Dienst zur Verfügung gestellt, indem unter vielem anderen der Kunde sein Werkzeug verwalten kann.
Er sieht wann der nächste Service ansteht, wann das Werkzeug zum letzten Mal beim Service war, was gewartet wurde; ausserdem kann der User die Stückliste mit genau dem Revisionsstand der vorliegenden Einheit einsehen und gleich Ersatzteile online bestellen. Ausserdem stellt EWS in der Tool-Arena alle virtuellen Daten nach DIN 4000/ISO 13399 mit der entsprechenden Trennstellencodierung zur virtuellen Montage bereit.
Überwachung von Dichtungsversagen („Tsunami-Alarm“)
Angetriebene Werkzeuge werden oft mit Innenkühlung ausgeliefert. D.h. Kühlschmierstoff wird mit hohem Druck über eine Drehdurchführung durch das Toolsystem geleitet. Wenn die Dichtungseinheiten versagen, werden die Getrieberäume geflutet, was innerhalb weniger Tage zum Versagen der Getriebeeinheit führt. Noch schlimmer aber ist der Schaden, der in der Maschine durch eindringendes Wasser entsteht. Der sogenannte „Tsunami-Alarm“ meldet dies in Sekunden, entweder über das EWS-Gateway, einen IPC oder direkt an die Steuerung. Der Anwender kann die defekte Einheit ersetzen und die Maschine arbeitet sofort weiter ohne Schaden zu nehmen.

Die neue Option* – flexibler Auswerfer mit Innenkühlung- bietet Ihnen folgende Möglichkeiten:
Mehr Schliessen
* für alle gängigen Spanzangen, auch für Vorbau und Sonderkonturen erhältlich
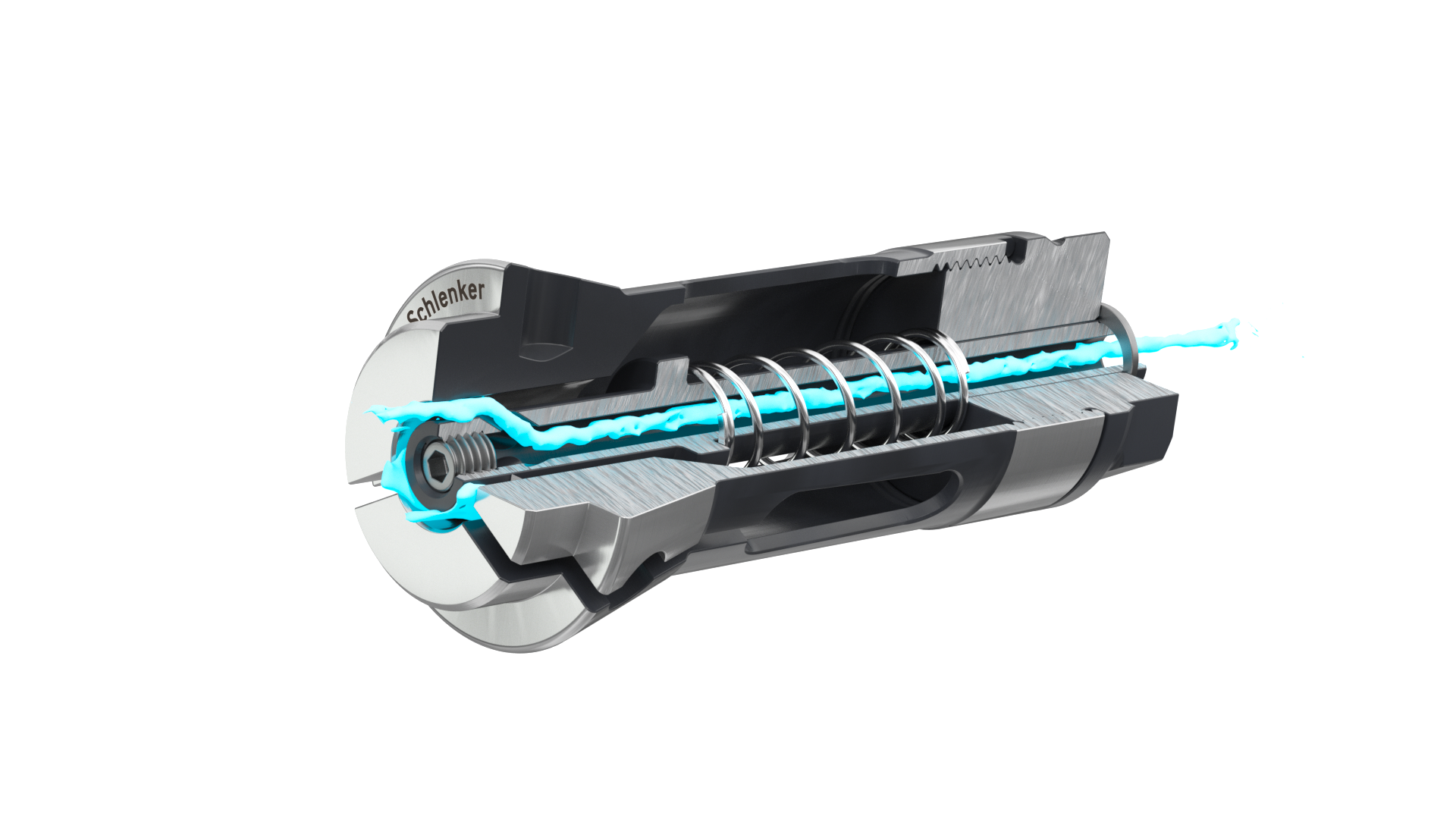
Reinigen der Spannfläche Zusätzliche Innenkühlung


Ausgabe November 2017
HORN – EG3/EG5 für Supermini, Mini und 312
HAIMER – Microset
ZECHA – Erfolgreiches Konzept spant sich durch


URMA lädt Sie herzlich zum Tag der offenen Tür in Rupperswil ein. Der Event steht ganz unter dem Motto Rock‘n‘Roll in den 50er und frühen 60er Jahren. Lassen Sie sich von einem attraktiven Rahmenprogramm aus dem Ursprungsland von HAAS Automation überraschen. Es gibt ebenfalls interessante Vorführungen von DIHAWAG unter anderem mit HAIMER Schrumpf- und Voreinstellgeräten (profitieren Sie jetzt von der aktuellen HAIMER Promotion).
Zum 40-jährigen Jubiläum von HAIMER übersenden wir Ihnen die grosse Jubiläumsaktion mit einmaligen Angeboten und Einstiegsmöglichkeiten in die HAIMER Technik.
Mehr Schliessen

Hier ist sicher für jede Fertigung das passende Produkt dabei – sprechen Sie Ihren DIHAWAG Experten darauf an.
Die Aktion ist gültig vom 01.11.2017 bis 28.02.2018.
HAIMER wurde 1977 von Claudia und Franz Haimer am heutigen Standort in Igenhausen gegründet. Das Unternehmen ist in der Schweiz bereits seit 1985 durch DIHAWAG vertreten.
Heute ist HAIMER europäischer Marktführer im Bereich hochpräziser Werkzeugaufnahmen für die Metallindustrie und weltweit führend in der Werkzeugschrumpf- und Auswuchttechnik sowie seit der Übernahme von MICROSET auch mit Werkzeugvoreinstellgeräten.
Mit rund 700 hochqualifizierten und motivierten Mitarbeitern weltweit sichert HAIMER Präzision getreu ihrer
Philosophie: Qualität gewinnt.
Wir gratulieren HAIMER herzlich zum Jubiläum und freuen uns, Ihnen die Jubiläumsaktion von unserem langjährigen Lieferanten offerieren zu können.
Für Service und Beratung stehen wir Ihnen gerne zur Verfügung.

Helmut Miller, Inhaber von MK Tools erweitert seine Fertigung.
Mehr Schliessen
Mit der Fertigstellung der neuen Fabrikhalle am Bayrischen Standot D-Hauzenberg verdoppelt MK-Tools seine Produktionsfläche.

Die Wirtschaftlichkeit von Fertigungsprozessen und die erzielten Werkstückqualitäten haben eine begrenzte Lebensdauer.
Mehr Schliessen
Die Jagd nach den günstigsten Stückkosten ist das Hauptmotiv für Optimierungen wie effizienter, präziser, produktiver; schon Voltaire wusste, dass das Bessere der Feind des Guten ist. Sagt auch Avantec und präsentiert ihre neuen Produkte mit dem Schwerpunkt höchste Präzision richtungsweisende Lösungen und neue Fräswerkzeuge für das maximale Zerspanvolumen Q.
Werkstück, Maschine, Werkzeug – in dieser Dreiecksbeziehung entstehen richtungsweisende Innovationen. Die Werkzeugmaschinen- und Werkzeughersteller sowie die Konstrukteure und Entwickler der Werkstücke fördern in gemeinsamen Projekten kontinuierlich neue Ideen zu Tage. Viele Werkstücke sind heute noch hitzebeständiger, stabiler und präziser, neue hochwarmfeste und legierte (Verbund) Materialien machen es möglich. Diesen wirklich zähen Burschen mit anspruchsvollen Anforderungen begegnet man am besten mit einer hochpositiven Einstellung und entsprechender Werkzeugtechnologie. Als einen von Haus aus hochpräzisen Standard-Fräser und wahren Spänemacher präsentiert Avantec den MM90, eine zielgerichtete Weiterentwicklung des Multiring-Originals mit dem besonderen Merkmal der hohen Präzision bei extremen Schneidlängen und auch bei sehr hohen Auskraglängen. Die verwendete axiale Ausrichtung der Schneidplatten und die hochpositiven Geometrien lassen ihn weich schneiden und machen ihn extrem laufruhig. Sein Q-Wert ist herausragend: Mit einer Tiefe ap von174 mm und einer Breite ae von 21 mm bringt er es bei einem Ø von 66 mm mit einem Vorschub vf von 312 mm in einer Minute auf genau 1140 cm3 Späne ausdem schwer zerspanbaren Material 1.4571. Auch bei langen Auskragungen hält der MM90 die hohe Präzision am Werkstück. Hohes Zerspanvolumen Q und die am Werkstück gehaltene Präzision sind für einen anderen Kunden überzeugende Fakten, sein Gleitlagerelement für Energie-Rotoren mit einem Avantec-Fräser zubearbeiten. „Mit unserem Werkzeug kann man die Schnitttiefe von 172 mm in einem Fräsvorgang abwälzen. Der Mitbewerber muss in dem Brennzuschnitt ST52-3 mit einem Standard-Igelfräser drei Bahnen fahren, will heissen wir arbeiten drei Mal so schnell und halten alle Toleranzen ein.“ freut sich Thomas Sulzenbacher von Avantec.

Der neue EROWA Robot Dynamic 150L bietet eine grosse Vielfalt an modernsten Features.
Mehr Schliessen
Maschinen verschiedenster Hersteller und Bearbeitungsarten lassen sich bereits ab Losgrösse 1 gewinnbringend automatisieren.
Bereits installierte Anlagen lassen sich jederzeit mit neuen Modulen oder Schnittstellen vergrössern.

Quelle: Paul Horn GmbH
Erscheinungszeit: 19.09.2017


HAIMER ist ein familiengeführtes, mittelständisches Unternehmen im bayerischen Igenhausen bei Augsburg.
Mehr Schliessen
Haimer entwickelt, fertigt und vertreibt innovative, hochpräzise Produkte für die Metallzerspanung u.a. für die Branchen Automobil, Luft- und Raumfahrt, Energie, Schienenverkehr und Allgemeiner Maschinenbau.
Zum Produktprogramm zählen neben verschiedensten Werkzeugaufnahmen in allen gängigen Schnittstellen und Längen, Schneidwerkzeugen aus Vollhartmetall, Maschinen im Bereich der Schrumpf- und Auswuchttechnik sowie 3D-Messgeräten neuerdings auch Werkzeugvoreinstellgeräte.

In der Medizintechnik ist sie nahezu Standard für Knochenschrauben, Implantate oder andere empfindliche Verbindungen: die Torxschnittstelle.
Mehr Schliessen
Meist in Titan und Edelstahl eingebracht, zählt dabei jedes μ. Um bei der Zerspanung das volle Präzisions-Potenzial auszuschöpfen, entwickelte die ZECHA Hartmetall-Werkzeugfabrikation GmbH aus Königsbach-Stein spezielle Torx-Fräser. Diese ab 0,2 mm Durchmesser erhältlichen Werkzeuge erweisen sich darüber hinaus als Allrounder mit vielen Talenten.
Die Torxschnittstelle ist in der Medizintechnik eine bewährte, kraftschlüssige Verbindung zwischen Knochenschraube und Schraubwerkzeug. Sie überträgt das Drehmoment äusserst schonend in die empfindliche Knochenstruktur und unterstützt damit indirekt den Heilungserfolg. „Entsprechend genau müssen die Torx-Schnittstellen in die aus Titan oder diversen Edelstahlsorten hergestellten Schrauben eingebracht werden. Für diese Fälle haben wir fünf Fräser-Varianten im Programm, mit denen höchste Präzision ebenso gewahrt ist, wie nachhaltige Wirtschaftlichkeit“, so Arndt Fielen, Vertriebsleiter bei der ZECHA Hartmetall-Werkzeugfabrikation GmbH.
Fünf sind Trumpf
Die ZECHA-Mikrofräser der Serien 471, 472 und 473 zeichnen sich durch polierte Schneiden, eine minimale Schutzfase und innovative TiAIN-Beschichtungen aus. Damit haben sie die idealen Voraussetzungen für absolut gratfreie Oberflächen bei Titan und Edelstahl und zwar mit beeindruckenden Standzeiten. ZECHA liefert die Fräser ab Lager in mehreren Ausführungen und in den Durchmessern von 0,20 bis 0,80 mm, abgestimmt auf die jeweilige Anwendung.
Gerade verzahnte Ein-Schneider bietet die Serie 471, wobei geometrisch hochpräzise Mikrostrukturen ihr Spezialgebiet sind. Auch bei hohen Drehzahlen zeigen sie sich leistungsstark und können Schruppoperationen dank der kurzen Schneidenlänge ebenfalls gut wegstecken. Die Werkzeuge der Serie 472 gibt es mit langer oder kurzer Schneide. Sie sind als Zwei-Schneider mit spiralisierter Spankammer konstruiert und werden insbesondere für die Serienfertigung kleiner Teile bei angepassten Zahnvorschüben eingesetzt. Auch die lange Version garan-
tiert höchste Oberflächengüten und sauberes Finish, überzeugt darüber hinaus auch beim Schruppen. Fräser der Serie 473 sind als Drei-Schneider mit spiralisierter Spankammer sowie kurzer oder langer Schneide ausgelegt. Damit haben sie das Leistungspotenzial, um auch bei mittleren Drehzahlen schnell und kraftvoll voranzukommen.
Kleinste Eckenradien und beste Spanabfuhr
Neben den Spezialserien hat ZECHA zwei weitere im Programm, die ebenfalls in der Mikrobearbeitung und als standhafte Helfer bei der Torxbearbeitung punkten: Die Serien 474 und 475 gibt es unbeschichtet, mit bewährter BCR-Beschichtung sowie als Pro-Version mit der innovativen und äusserst robusten WAD-Schicht. „Besonders die Eckenradien von 0,02 mm bis 0,03 mm sowie die verstärkten Schneidkanten prädestinieren die Zwei- und Dreischneider als standhafte Mikrowerkzeuge für anspruchsvolle Fälle“, erläutert Arndt Fielen.

Neue Beschichtungen verbessern die Produktivität!
Mehr SchliessenSpeziell schwer zerspanbare Werkstoffe stellen unter fertigungstechnischen und wirtschaftlichen Gesichtspunkten höchste Anforderungen an die Zerspanungswerkzeuge, ganz besonders bei Klein- und Kleinstteilen. Für diese Anwendungen – Werkzeuge der Produktreihe Supermini bearbeiten Bohrungen ab 0,2 mm Durchmesser – entwickelte Horn die Beschichtungen EG3 und EG5.
Mit den sich durch das Substrat und die Schichtdicke unterscheidenden Beschichtungen wird eine besonders glatte Schicht erzeugt, die durch deutlich weniger Reibung den Wärmeeintrag in das Werkzeug, ganz besonders in die Schneidkante, reduziert. Eine goldene Verschleißschicht sorgt als Schichtabschluss für eine bessere Verschleißerkennung. Zahlreiche Versuchsreihen, ergänzt durch die auf hochgenauen, prozesssicheren Arbeitsabläufen basierenden Praxiserfahrungen von Kunden, bestätigten das Leistungsvermögen der neuen Beschichtungen EG3 und EG5. Sie erzielten im Vergleich zu den bisherigen Beschichtungen werkstoffabhängige Standzeiterhöhungen bis zu 100 Prozent.
Die neuen Beschichtungen wurden für die Werkzeugsysteme Supermini, Mini und 312 entwickelt. Supermini wird vor allem zum Ausdrehen und Einstechen bei Bohrungsdurchmessern ≥ 0,2 mm eingesetzt. Für ähnliche Arbeitsgänge kommt das Werkzeugsystem Mini ab Bohrungsdurchmessern 6,0 mm zum Einsatz. Die dreischneidigen Schneidplatten des Systems 312 werden ebenfalls zum Ein- und Abstechen, in der Außenbearbeitung sowie ähnlichen Bearbeitungen ab Bohrungsdurchmessern von 46 mm eingesetzt.

Die HAIMER Gruppe, Igenhausen, hat sich mit dem Zukauf der Microset GmbH zu einem Systemanbieter rund um das Werkzeugmanagement entwickelt.
Mehr Schliessen
Die Microset-Werkzeugvoreinstellgeräte erfüllen den gewohnt hohen HAIMER-Qualitätsanspruch und decken die Bedürfnisse nahezu aller Zerspaner ab.
Erfolgreiche Zerspanung erfordert leistungsstarke Maschinen und hochgenaue Werkzeugspanntechnik, die dafür sorgt, dass die Präzision von der Spindel bis zur Schneide übertragen wird. HAIMER, europäischer Marktführer im Bereich der Werkzeugspanntechnik, hat sich in den letzten Jahren konsequent zum Systemanbieter rund um das Werkzeugmanagement weiterentwickelt. „Nach der jüngst erfolgten Übernahme der Microset GmbH von DMG MORI und der damit verbundenen Erweiterung unseres Produktsortiments können wir die gesamte Prozesskette rund um die Werkzeugmaschine aus einer Hand anbieten“, fasst Geschäftsführer Andreas Haimer zusammen.
Besonders wichtig war ihm, dass die Microset-Werkzeugvoreinstellgeräte das von HAIMER erwartete hohe Qualitätsniveau einhalten. Daran bestehe kein Zweifel, betont Andreas Haimer: „Alle Microset-Geräte, von den Einstiegsmodellen bis zu den vollautomatischen Messmaschinen, zeichnen sich durch hochwertige Hardware, beste Ergonomie sowie einfache Bedienbarkeit aus. Durchgängig bauen sie auf einer thermostabilen Graugusskonstruktion auf, die einen problemlosen und kalibrierungsarmen Betrieb direkt in der Fertigungshalle ermöglicht.“
Premiumgeräte mit Linearantrieben
Ein Highlight aus dem umfangreichen Programm ist die Reihe VIO linear: die einzige Gerätebaureihe auf dem Markt mit Linearantrieb für die effiziente und hochpräzise Werkzeugvoreinstellung von Bohr-, Fräs- und Drehwerkzeugen. Die Direktantriebe in der X- wie auch in der Z-Achse bieten dem Anwender eine sehr hohe Dynamik, maximale Positioniergenauigkeit und Zuverlässigkeit. Die Wiederholgenauigkeit von +/- 2 μm zeugt von höchster Qualität. Die Voreinstellgeräte können so im Vorlauf spanender Bearbeitungsprozesse für Produktivitätssteigerungen von bis zu 25 Prozent sorgen und das bei einem sehr guten Preis-Leistungsverhältnis.
Die Geräte der HAIMER Microset VIO-Baureihe sind modular konzipiert und decken ein weites Spektrum ab: Werkzeuge mit einem Gewicht von bis zu 160 kg und einem Durchmesser sowie Messlängen bis zu 1000 mm können vermessen werden. Je nach Wunsch lassen sich die Geräte zu einem vollautomatischen CNC-Messgerät mit integrierter HAIMER-Schrumpftechnik aufrüsten. Das einzigartige Design sorgt für eine bislang nicht erreichte Ergonomie und Bedienerfreundlichkeit. Das gilt sowohl für den Zugang zur Spindel als auch für das zentrale Steuerpult.
Die innovative Einhandbedienung ermöglicht manuelles und motorisches Verfahren der Achsen sowie eine μm-genaue motorische Feinpositionierung. Die maximale Qualität im Fertigungsprozess wird durch schnelles und genaues Messen anhand der Bildbearbeitungssoftware Microvision VIO abgerundet. Über eine bedienerfreundliche Bildschirmoberfläche lässt sich die Vermessung vornehmen.
Auch einfache Geräte liefern höchste Präzision
Bei der HAIMER Microset UNO-Baureihe wird auf Präzision in der Werkzeugvoreinstellung sowie eine konsequente Weiterentwicklung gesetzt. Die vielfältigen Optionen verleihen der UNO-Baureihe ein sehr gutes Preis- Leistungsverhältnis. Die mögliche Ausstattungspalette umfasst neben Touch-Display, RFID-Chip-System und Postprozessoren für alle gängigen Steuerungen auch Optionen wie das autofocus und das automatic drive. Das UNO autofocus unterscheidet sich zur manuellen Version dadurch, dass es die zu messende Schneide automatisch mit CNC-Steuerung in der C-Achse fokussiert. Insbesondere bei Werkzeugen mit mehreren Schneiden am Umfang erweist sich diese Option als enorme Zeitersparnis. Die Version automatic drive positioniert darüber hinaus verschiedene Ebenen in Z-Achse selbstständig und fährt in X-Achse automatisch an. Besondere Kenntnisse des Anwenders sind hierbei nicht nötig, denn das Gerät übernimmt auf Knopfdruck die vollautomatische Messung komplexer Werkzeuge mit mehreren Schneiden und Stufen. Bei Bedarf ist in beiden Ausstattungsvarianten zudem ein manueller Betrieb wie bei der Standardausführung möglich. Standardmäßig werden beide Versionen mit einem Komfort-Systemschrank und einem 22“-Touch-Display kombiniert.
Die Modelle der UNO-Baureihe sind in zwei Baugrößen erhältlich. Den Auftakt macht mit 400 mm Verfahrweg in der Z-Achse das UNO 20|40; das UNO 20|70 verfährt um 700 mm. Beide Versionen sind im Standard als Tischgerät mit 19“-Bildschirm erhältlich. Ein 22“- oder wahlweise 23“-Touch-Display ist optional ebenso verfügbar wie der Komfort Systemschrank. Schon in der Standardausführung gibt es die Möglichkeit, Werkzeuge im Rachenlehrenprinzip bis zu einem Durchmesser von 100 mm vermessen zu können. Weiterhin sind neben SK 50 im Standard alle weiteren gängigen Werkzeugschnittstellen wie HSK, Capto, VDI, KM oder BMT durch Adaption auf die Spindel realisierbar.
Thermostabile Grauguss-Konstruktion
Die solide Basis der Werkzeugvoreinstellgeräte bildet die FEM-optimierte und thermostabile Grauguss-Konstruktion: Das eigensteife Bett mit 3-Punkt-Auflage sorgt dabei für einen stabilen und sicheren Stand und ermöglicht ein einfaches Aufstellen für größtmögliche Flexibilität in der Fertigung. Die Geräte punkten weiterhin mit dem Segmentauflicht zur visuellen Schneidenkontrolle und einer optionalen Endlos-Feinverstellung.
Das UNO setzt mit der Release-by-Touch-Bedienung, einer intelligenten Sensorsteuerung zum Verfahren der X- und Z-Achse, Maßstäbe in der Einstiegsklasse der Werkzeugvoreinstellung und erleichtert so die Arbeit. Microvision UNO bietet dem Anwender eine intuitive Bedienung und führt mit hilfreichen Funktionen schnell zu präzisen Messergebnissen. Die Genauigkeit wird hier durch ein Schärfefenster unterstützt, das selbst bei äußerst komplexen Werkzeugen eine exakte Positionierung zulässt. Abgerundet wird die UNO-Baureihe durch den Thermo-Etiketten-Drucker, eine Vakuum-Spannung, eine zweite Kamera zur Drehmitteneinstellung oder eine hochgenaue ISS-Spindel samt Direktspannadapter mit 2 μm Genauigkeit.
Andreas Haimer resümiert: „Wir sind mit den Microset-Geräten eine leistungsstarke Alternative und Option für jeden Kunden, der über einen Neuanschaffung im Bereich der Voreinstelltechnik nachdenkt. Selbst wenn bestehende Voreinstellräume mit anderer Technologie bestückt sein sollten, rechnet es sich bei Neuinvestitionen in Maschinengruppen eine lokale Voreinstellecke mit neuem Voreinstellgerät zu platzieren, um lange Warte-/Transportzeiten und damit Stillstandzeiten der Maschinen zu vermeiden. Die einfache und intuitive Bedienung gewährleistet, dass auch im Drei-Schicht-Betrieb die Geräte von jedem Mitarbeiter bedient werden können. Kurzum: bei Microset-Geräten braucht man schon jetzt kein wochenlang geschulter Spezialist zu sein und muss auch keinen klimatisierten Messraum zur Verfügung stellen, um beste und wiederholgenaue Ergebnisse zu erzielen.“

Die schweizerischen Bohrungsexperten von URMA entwickelten zum etablierten Hochleistungsreibwerkzeug «CircoTec RX» attraktive Erweiterungen.
Mehr Schliessen
Die Reibtechnologie kommt vor allem in der Automobil-, Maschinenbau- und Flugzeugindustrie global zum Einsatz.
Internationale Kunden vertrauen auf schweizerische Hochpräzision beim modularen Reiben. Wie beispielsweise der langjährige URMA-Kunde Arburg (Hersteller von Kunstoffspritzgussmaschinen) fertigt seit der Lancierung von «CircoTec RX» mit diversen Durchmessern. Seit dem die Unternehmung die schweizerischen Reibwerkzeuge einsetzt, konnten sie ihre Vorschubgeschwindigkeiten verzehn- und ihre Standzeiten vervierfachen.
Bei der Herstellung von Lagerbohrungen für Schiffsturbinengehäuse setzt ABB Turbo Systems AG in den Durchmessern 62 mm bis 128 mm auf «CircoTec RX» Werkzeuge. Die Vorteile liegen in der hohe Prozesssicherheit, sowie der höheren Geschwindigkeit. Seit der Umstellung vom Spindelprozess auf «CircoTec RX» konnte die Produktivität um 90% erhöht werden.
Nebst diesen beiden Unternehmungen setzen unzählige weitere Firmen auf das modulare Reibsystem von URMA. Doch was genau bietet dieses modulare Hochleistungsreibwerkzeug?
Die Hochleistungsreibwerkzeuge «CircoTec RX» bieten Vorteile die zahlreiche sowie langjährige Kunden überzeugen. Mit dem Reibsystem sind Bohrungen von 7.600 mm bis 140.600 mm möglich.
Der Schneidenwechsel gestaltet sich äusserst anwendungsfreundlich und fehlerfrei wie bei Wendeschneidplatten. Durch die Modularität entfällt zusätzliches Ausrichten und Einstellen, wodurch sich die Maschinenstillstandzeiten auf ein absolutes Minimum reduzieren.
Zusätzlich bieten URMA und ihre Spezialisten Ihren Kunden weltweit einen aktiven Applikationssupport.
Um das Reibsystem weiterhin zu perfektionieren hat die innovative F&E Abteilung bei URMA weitere Neuheiten entwickelt. Mit dem neuen «CircoTec RX Flex» für Schaftausführungen werden für Durchmesser von 11.900 mm bis 35.600 mm speziell verjüngte Schäfte auf den Markt gebracht. Diese können auf Dreh- und Fräszentren eingesetzt werden und sind weniger anfällig auf Rundlauffehler des Werkzeuges.
Das neue «CircoTec RXKG Leichtbau» bietet bei Durchmessern von 60.601 mm bis 140.600 mm Schneidenträger mit einer Gewichtsreduktion von 30%. Der Reibexperte präsentiert zusätzlich eine radiale Kühlmitteldüse, welche für Schulterbohrungen (Stufenbohrungen nach unten offen) geeignet ist. Durch diese Düse wird der Abtransport der Späne optimiert. Damit die Späne optimal geformt und aus der Bohrung gebracht werden können, ist ab sofort ein Standard Spanformer erhältlich.

Spanformgeometrie und Beschichtung eröffnen neue Einsatzgebiete
Mehr Schliessen
Die Stechplatte S64T mit Spanformgeometrie ist eine Weiterentwicklung der zur AMB 2016 vorgestellten Platte S64T. Neben dem größeren Arbeitsbereich verfügt das sechsschneidige Präzisionswerkzeug über verschiedene Spanformgeometrien und die neue Beschichtung EG5. Dank dieser Beschichtung, in Verbindung mit dem Hartmetallsubstrat, lassen sich mit der neuen Stechplatte alle Stahlwerkstoffe bearbeiten.
Die neue Baureihe der präzisionsgesinterten Sechsschneider mit geschliffenen Schneidkanten umfasst verschiedene Varianten mit unterschiedlichen Stechbreiten. Der Typ S64T ermöglicht Stechtiefen bis 5,5 mm. Vier Werkzeuge mit der Geometrie .1A sind zum Ein- und Abstechen und vier mit der Geometrie .DL zum Ein- und Abstechen und für einfache Längsdrehoperationen konzipiert. Die gute Spankontrolle der Spanformgeometrien sichert eine hohe Oberflächengüte an den Nutflanken, und die gerade Hauptschneide erzeugt einen sauber ausgearbeiteten Nutgrund. Als neutrale Stechplatten ausgelegt, lassen sie sich sowohl links als auch rechts in Quadratschäften mit Innenkühlung spannen. Die Halterabmessungen betragen 16 x 16, 20 x 20 und 25 x 25 mm. Eine Spannschraube fixiert die Stechplatte präzise und sicher im zentralen Plattensitz.


Der neue OneLOK™ aus dem Hause CHICK Workholding Solutions Inc. ist ein völlig neuartiger Ansatz im Bereich Schraubstockspannung.
Mehr Schliessen
Der neue OneLOK™ aus dem Hause CHICK Workholding Solutions Inc. ist ein völlig neuartiger Ansatz im Bereich Schraubstockspannung.
Seine hohe Präzision, das Turbo-Handling, sein vielfältiges Zubehör (bearbeitbare hochfeste Alubacken, gehärtete Stahlbacken, gehärtete Stahlstufenbacken, plasmabeschichtete Stufenbacken für Spannen mit Grip, Adapterbacken, magnetische Parallelleisten mit geringer Auflage, Werkstückanschlag etc.) sowie sein unglaublich leichtes Gewicht bei gleichzeitig sehr hoher Stabilität (dank nichtrostendem, geschliffenem und durchgehärtetem Stahlbett) überzeugen und faszinieren gleichermaßen am CHICK OneLOK™.
Geld und Zeit sparen bei jedem Umrüstvorgang mit den schnellwechselbaren BoltFast Backen. Höchste Wiederholgenauigkeit mit nur einer Kurbelumdrehung. Schluß mit dem Nacharbeiten von Backen!
Mensch, Design und Funktionalität im Einklang. Der OneLOK™ wiegt gerade mal halb so viel wie übliche Schraubstöcke!
Das einzigartig geschlossene Design des OneLOK lässt Spänenester nicht zu. Endlich Fertigen statt Saubermachen, Übersicht statt Spänechaos!
Der QwikSlide Mechanismus lässt sich mit einer Hand bedienen und ermöglicht schnelles Einrichten und Teilewechsel. Der Turbo für Bedienerkomfort und Effizienz!
CHICK – eine Übersicht – hochflexible Vorrichtungssysteme!

Neues Leistungsniveau beim Fräsen! Das bewährte Frässystem DA32 von Horn gibt es neu mit diamantbestückten Schneidplatten.
Mehr Schliessen
In dieser Ausstattung bieten die Werkzeuge sehr gute Ergebnisse beim Eck-, Plan-, Tauch- oder Zirkularfräsen.
Die hochpositive Geometrie der Schneidplatten sichert einen besonders weichen Schnitt. Werkstück und Werkzeug werden damit minimal belastet. Eine hohe Standzeit und eine nahezu gratfreie Bearbeitung, besonders bei langspanenden Werkstoffen, sind dadurch gewährleistet. Beste Oberflächengüten auch bei hohen Vorschüben sichert der stirnseitige Breitschlichtradius. Die Kühlmittelzufuhr sorgt zuverlässig für eine gezielte Kühlung der Schneiden und den sicheren Abtransport der Späne aus der Wirkzone. Eine spezielle Geometrie für faserverstärkte Kunststoffe ermöglicht in Verbindung mit der Härte und Verschleißfestigkeit des CVD-Dickschicht-Diamantschneidstoffes einen hohen Leistungsgrad. Garanten für den wirtschaftlichen Einsatz der mit moderner Lasertechnologie gefertigten Schneidplatten sind die bewährten Diamantsubstrate von Horn.
Zusammen mit der hohen Festigkeit des vergüteten Stahls und der verschleißfesten TiN-Beschichtung der verschiedenen Trägerwerkzeuge kommen damit die Vorteile des DA-Systems voll zum Tragen. Die Messerkopf-, Einschraub- und Schaftfräser des Systems DA32 sind mit Schneidkreisdurchmessern von 20 bis 63 mm lieferbar und mit zwei bis sechs Schneidplatten des Typs DA32 bestückt.

Messe EMO Hannover – Die Weltmesse der Metallbearbeitung. Vom 18.-23. September 2017. Besuchen Sie unsere Partner.
Mehr SchliessenDie rund 2.000 Aussteller präsentieren auf der EMO Messe Hannover das gesamte Angebot der Metallbearbeitungstechnik, von Werkzeugmaschinen, Präzisionswerkzeugen, Automatisierungskomponenten bis hin zu Systemen in kundenorientierter Ausrichtung. Verschiedene Veranstaltungen und Sonderschauen bilden den Rahmen der Hannoveraner EMO Messe und ergänzen das Ausstellungsspektrum.
Mit unserem Pocket Guide finden Sie unsere Lieferanten einfach. Besuchen Sie sie und erfahren Sie mehr über alle Neuheiten.
Sie möchten gerne einen kostenlosen Tageseintritt? Bestellen Sie jetzt Ihren Ticket Code bei Brigitte Kocher.
EPHJ vom 20.-23 Juni 2017, Palexpo, Genf. Stand F03
Mehr SchliessenWir heissen Sie herzlich Willkommen an der diesjährigen EPHJ in Genf. Die Fachmesse im Bereich Uhrmacherei-Juwelierskunst.
Für Sie zusammengestellt haben wir ein Sortiment an Hochpräzisionswerkzeugen unserer Top-Lieferanten HORN, ZECHA UND SILMAX.
Im Bereich Spanntechnik präsentieren wir Ihnen Live das neue Microset-Gerät von HAIMER – Werkzeugvoreinstellungen leicht gemacht!
Angetriebene Werkzeuge von EWS sowie das Sortiment an hoch präzisen Spannwerkzeugen von SCHLENKER ergänzen unser Ausstellungs-Sortiment.
Wir freuen uns auf Sie!

Nach mehrjähriger Forschungs- und Entwicklungsarbeit stellt ZECHA nun erneut eine einzigartige neue Technologie vor.
Mehr SchliessenDie Produktpalette der IGUANA Fräser Diamantbeschichtete Hartmetall Schaftfräser werden mit neuster Lasertechnologie bearbeitet. Dadurch entsteht ein Schneidkantenradius von 1 µ. Die Diamantbeschichtung des Werkzeugs bleibt homogen und erzielt eine hervorragende Standzeit selbst bei der Bearbeitung stark abrasiver Werkstoffe wie elektrisch geladenem Graphit, gehärtetem Kupfer-Beryllium, Platin, bleifreiem Messing etc., und das bei überragender Präzision und feinster Schnittführung.
Die Standardfräser vom Typ IGUANA werden in drei Versionen angeboten:
Kugelfräser ab 0,5 Durchmesser (zum Formfräsen)
Torusfräser Z=2 ab 0,5 Durchmesser (zum Schruppen)
Schaftfräser Z=3 mit scharfen Schneidkanten (zum Schlichten)
Alle Standardwerkzeuge sind lieferbar.
DIHAWAG HORLOGERIE und ZECHA stehen bei der Verbesserung Ihrer Prozesse an Ihrer Seite.

Die Tübinger Paul HORN GmbH bezog Ende 2016 ihre beiden Neubauten für Produktion und Verwaltung.
Mehr Schliessen
Der Präzisionswerkzeughersteller verdoppelt somit seine Kapazitäten und bekennt sich klar zum Standort Tübingen und zum Produktionsstandort Deutschland. Das Gesamtinvestitionsvolumen beträgt für beide Gebäude inklusive Produktionsanlagen über 70 Millionen Euro. Lothar HORN, Geschäftsführer von HORN: „Wir investieren in unsere Zukunft. Vor allem unseren Kunden kommt dies zugute, da wir weiterhin auf Schnelligkeit, höchste Qualität und Präzision setzen. Dazu gehören unsere Mitarbeiterinnen und Mitarbeiter, unsere Infrastruktur mit Gebäuden, Maschinen und Anlagen, Prozessen und Organisation, unsere Produkte und unser Bekenntnis zu Technologie, Innovation und Produktionsstandort Deutschland.“

HAIMER hat sich mit dem Zukauf der Microset GmbH zu einem Systemanbieter rund um das Werkzeugmanagement entwickelt.
Mehr SchliessenDie Microset-Werkzeugvoreinstellgeräte erfüllen den gewohnt hohen HAIMER-Qualitätsanspruch und decken die Bedürfnisse nahezu aller Zerspaner ab.

Für Fragen über den neuen ONE LOK kontaktieren Sie Ihre DIHAWAG Ansprechperson.
Dieser Standard dokumentiert, dass sämtliche Strukturen, Prozesse und Abläufe im Unternehmen, zusätzlich zur ISO 9001, die Anforderungen der Automobilindustrie für Produktionsmittelhersteller vollumfänglich erfüllen.

OPEN HOUSE: 40 Years HAIMER Quality
Attraktives Seminarprogramm mit hochkarätigen Referenten ermöglichen fachlichen Austausch und Networking.

Polierte Spankammern geben Hitze keine Chance
Mehr SchliessenRobuste Hochleistungswerkzeuge für Werkstoffe bis HRC 67.
Die Hochleistungsfräser der Serien 581P, 583P und 597P von ZECHA sind speziell auf die HSC-Bearbeitung von hochlegiertem und gehärtetem Stahl bis 67 HRC, vor allem im Formenbau, ausgelegt. Ab einem Durchmesser von 0,2 bzw. 0,8 mm sind die zuverlässigen Werkzeuge der PEACOCK-Reihe erhältlich und überzeugen durch extrem stabile Schneidkanten. Dank polierter Spankammern werden Späne und Hitze schnell aus der Bearbeitungszone abgeführt. Damit lassen sich auch anspruchsvolle Konturen im Mikroformat prozesssicher realisieren.
PEACOCK – für die harten Fälle
Feinste Oberflächen, hohe Mass- und Formgenauigkeit bei Bestwerten in puncto Wirtschaftlichkeit – das erreichen die PEACOCK-Fräser auch aufgrund von angepassten neuen Schaftgeometrien mit weichen Radiusübergängen. Dazu tragen ausserdem die besonders feine Schneidkanten-Struktur, die optimierte Nutform, die für die nötige Stabilität sorgt, sowie die ideale Stirngeometrie bei. Alle Fräser – egal ob zwei-, drei- oder vierschneidig – überzeugen durch präzisen Schnitt bis ins Zentrum mit allen Schneiden.
Aus diesen Eigenschaften heraus ergibt sich das optimale Werkzeug zum Bearbeiten von Werkstoffen wie pulvermetallurgischen Stählen, Wolframkupfer, Ni-Cr-Legierungen und Cobalt-Chrom.
Hochleistungs-Fräser trotzen hoher Belastung
Mit den robusten PEACOCK-Fräsern lassen sich Belastungen durch Hitze nahezu komplett vermeiden. Denn durch die leichtschneidende Bauart und die glatte WAD-Beschichtung entstehen erst gar keine hohen Temperaturen bei der Zerspanung. Späne werden dank glatt polierter Spankammern schnell vom Werkzeug abgeführt, sodass sich die Prozesstemperatur sehr gut kontrollieren lässt. Die stabile Schaft- bzw. Schneidengeometrie sorgt für ein deutliches Standzeit-Plus.
Präzision ist auch in der Hartbearbeitung gefragt – daher sind die Rundlaufgenauigkeiten der PEAKOCK-Fräser auf max. 0.003 mm ausgelegt und zu 100% vermessen. Die effektiv gemessenen Werte von Rundlauf und Radius sind auf der Verpackung beschriftet.
Auch für zähere Anforderungen
Zwar hat sich ZECHA bei der Entwicklung der PEACOCK-Reihe auf die Bearbeitung härterer Materialien konzentriert, jedoch lassen sich aufgrund ihrer hochabrasiven Eigenschaften auch „weichere“ und zähe Werkstoffe prozesssicher bearbeiten, wie Tests beweisen:
„Nicht weniger überzeugt war ein Kunde, der mit dem zweischneidigen PEACOCK 581P in 2,0 mm Durchmesser das Material 1.2379, einen zähen, druckfesten Kaltarbeitsstahl mit 57 HRC, bearbeitete“, so Arndt Fielen, Vertriebsleiter der Firma ZECHA. „Verwendet wurde der Fräser mit WAD-Beschichtung zum Schlichten und Feinschlichten. Auch nach längerem Einsatz haftete die Beschichtung noch hervorragend – ihre hohe Dichte und Härte in Kombination mit der Geometrie des Werkzeugs garantieren lange Standzeiten und sehr glatte Oberflächen!“

Diamantbestückte Supermini®– und Mini-Werkzeuge ergänzen das Produktprogramm von Horn für die Bohrungsbearbeitung. Sie dienen zum Ausdrehen, Kopieren und Einstechen von Aluminium, gesintertem Hartmetall, Keramik oder Kunststoffen. Ebenso kommen sie bei Nichteisenwerkstoffen zum Einsatz, welche entweder durch ihren Siliziumgehalt hoch abrasiv wirken oder zu Spanproblemen und Aufbauschneidenbildung neigen. Die hierfür entwickelte Spangeometrie löst nahezu alle Prozessprobleme, welche durch unkontrollierte Wirrspäne entstehen können.
Supermini-Werkzeuge mit CVD-D- oder PKD-Schneiden sind ab Bohrungsdurchmesser 1,5 mm lagerhaltig und je nach Anwendungsspektrum in drei Geometrievarianten erhältlich. Die H0-Geometrie mit einem Spanwinkel von 0 Grad dient der Bearbeitung hartspröder Werkstoffe wie Hartmetalle, vorgesinterte Keramikwerkstoffe, Graphit sowie kurzspanendem Messing. Die Einsatzbereiche der H5-Geometrie, mit 5 Grad Spanwinkel, sind abrasive und weiche Werkstoffe. Hierzu zählen Aluminiumlegierungen mit hohem Siliziumgehalt sowie faserverstärkte und andere Kunststoffe mit abrasiven Bestandteilen. Diamant als Schneidstoff kommt auch ohne Spanprobleme bei Edel- und Buntmetallen wie Platin, Iridium, Gold, Tantal, Titan sowie Sintermetallen wie Wolframkupfer erfolgreich zum Einsatz. Die HF-Geometrie findet bei langspanenden NE-Metallen, wie alle Aluminiumknetlegierungen, Anwendung. Dazu zählt auch Kupfer mit seinen Legierungen wie Bronze, bleifreies sowie bleiarmes und somit langspanendes Messing. Die Geometrie dient wegen des kontrollierten Spanbruches zur effektiven Verhinderung von Prozessproblemen durch Wirrspäne.
Das mit CVD-D- oder PKD-bestückte Supermini- und Mini-Programm von Horn besticht durch seine Alleinstellungsmerkmale im Marktsegment der Diamantwerkzeuge: aktive Spangeometrien mit der Innenkühlung direkt auf die Schneide.

Nicht zufällig hat DIHAWAG seit Anfang ein Hauptaugenmerk auf die Bohroperation gerichtet. Bohren zählt noch heute zu einem der wichtigsten und schwierigsten spanabhebenden Fertigungsverfahren. Das zentrale Werkzeug der Spiralbohrer in seinen verschiedensten Ausführungen.
DIHAWAG ist auch auf diesem Gebiet seiner Philosophie treu geblieben und arbeitet mit mehreren Partnern zusammen – jeder ein Spezialist auf seinem Gebiet. Das gibt Ihnen Sicherheit mit diesen Werkzeugen die richtige Wahl getroffen zu haben. Denn was zählt sind die Kosten pro Bohrung.
DIHAWAG verfügt über ein umfangreiches Bohr-Sortiment, im Durchmesserbereich von 0.1–160 mm und mit Bohrtiefen im Verhältnis zum Durchmesser bis 100 : 1.
Oft aber ist die Wahl des richtigen Werkzeuges nicht ausreichend. DIHAWAG ist mit seinen Anwendungstechniker für Sie da, Sie zu unterstützen, bei Fertigungsanforderungen zu helfen und Sie zu begleiten. Vertrauen Sie auf den DIHAWAG Service.
DIE BOHRER HIGHLIGHTS IN DER ÜBERSICHT
HM Mikro-Spiralbohrer
Drm. 0.1–3.0 mm , 2 – 3 / 6 – 8 x Drm
VHM – Sprialbohrer
Drm. 0,5–12 mm , DIN 338
VHM – Spiralbohrer
Drm. 3,0–20 mm , 3 / 5 / 8 und 12 x Drm
VHM – Spiralbohrer Wegablu
Drm. 3.0–16 mm , 5 x Drm.

Bohrsysteme mit Schneidplatten und Bohreinsätzen
Drm. 9.5–160 mm , bis 32 x Drm.
Tieflochbohrer
Drm. 3.0–40 mm , bis 100 x Drm.

… hat die Werkzeugspannung eine große Bedeutung für die Prozesssicherheit
Mehr SchliessenDie Pilatus Flugzeugwerke AG installierten 2016 neue Fertigungssysteme für die Zerspanung von Strukturbauteilen aus Aluminium. Um beim Hochgeschwindigkeitsfräsen prozesssicher die gewünschte Oberflächengüte und Präzision zu erreichen, setzen die Flugzeugbauer durchgängig Lösungen von HAIMER ein: verschiedenste Werkzeugaufnahmen und dazu passende Schrumpf- und Wuchtgeräte.
Wenn ein Zerspaner vom Fliegen spricht, meint er in den meisten Fällen: Späne. Bei der Pilatus Flugzeugwerke AG, dem einzigen Schweizer Flugzeugbauer, ist das nicht anders. Zwar dreht sich dort am Hauptsitz in Stans fast alles ums Thema „Fliegen“, doch nimmt speziell die Zerspanung von Strukturbauteilen sehr viel Raum ein. Um deren Qualität und die Wirtschaftlichkeit der Produktion weiter zu verbessern, investierte Pilatus 2016 in eine komplett modernisierte Volumenzerspanung. Kernbestandteile sind zwei flexible Fertigungssysteme, die sich automatisiert betreiben lassen und prozesssicher höchste Qualität erzeugen.
Walter Duss, Abteilungsleiter Mechanische Bearbeitung, weist darauf hin, dass dabei feingewuchtete Werkzeuge zwingend erforderlich sind: „Erst die hohe Wuchtgüte der Komplettwerkzeuge – gewuchtet auf einer HAIMER Auswuchtmaschine – inklusive HAIMER Aufnahmen sichert uns eine vibrationsfreie Bearbeitung und Oberflächen ohne Rattermarken. Außerdem verlängert die hohe Rundlaufgenauigkeit die Standzeiten von Spindel und Werkzeugen erheblich.“
Nach Erfahrung von Patrik Odermatt, als Teamleiter Mechanische Bearbeitung und Toolshop schon seit langem für den Bereich Werkzeuge bei Pilatus verantwortlich, zahlen sich qualitativ hochwertige Werkzeugaufnahmen aus, die langfristig hohe Stabilität und Rundlaufgenauigkeit bieten. Deshalb arbeitet er diesbezüglich schon seit Jahren mit HAIMER, Igenhausen, zusammen. Er nutzt HAIMER Schrumpffutter sowie Präzisionsspannzangenfutter, für die im Tool-Shop – dem Pilatus-internen Werkzeug-Dienstleistungszentrum – entsprechende Einstell-, Schrumpf- und Wuchtgeräte bereitstehen. „Wir haben mit HAIMER-Produkten bezüglich Qualität, Preis-/Leistungsverhältnis, Beratung und Support sehr positive Erfahrungen gemacht“, berichtet Patrik Odermatt. „Deshalb trafen wir die Entscheidung, für unsere neuen Fertigungssysteme durchgängig und einheitlich auf Werkzeugspanntechnik von HAIMER zu setzen.“ Es kommen ausschließlich Werkzeuge zum Einsatz, die in die HAIMER Standard-Schrumpffutter, Power Shrink Chuck ultrakurz oder lang sowie Power Mini Shrink Chuck geschrumpft sind oder in den Spannzangenfuttern Power Collet Chuck sowie speziellen Messerkopfaufnahmen stecken.
Da Pilatus sehr viele verschiedene Teile bearbeitet, die mit Wandstärken von bis zu 1,2 Millimeter extrem dünn und mit tiefen Taschen ausgeführt sind, war die große Bandbreite an HAIMER-Werkzeugaufnahmen ein wichtiges Argument. Zudem zeigte sich HAIMER bei der Spindelschnittstelle flexibel: Für die neuen Fertigungssysteme brauchte es eine spezielle HSK-A 63/80 Aufnahme. Nach intensiver Abstimmung mit Pilatus arbeitete HAIMER ein Programm für diese Schnittstelle aus und nahm dieses ins Standard-Lieferportfolio auf.
Von der Innovationsfreude bei HAIMER zeugt auch die zum Patent angemeldete mechanische Sicherung Data-Lock für den RFID-Chip auf den Werkzeugaufnahmen. Diese von Pilatus genutzte Lösung sorgt dafür, dass die Datenträger auch bei höchsten Drehzahlen prozesssicher in der Werkzeugaufnahme fixiert sind.
Als besondere Stärke der Zusammenarbeit mit HAIMER stellt Werkzeugfachmann Odermatt heraus, dass er die gesamte Werkzeugspanntechnik aus einer Hand bekommt: „Für jedes HAIMER-Schrumpffutter sind im Schrumpfgerät bereits alle Parameter hinterlegt. Da stimmen Leistung und Erwärmungszeiten, so dass wir quasi auf Knopfdruck einen prozesssicheren Schrumpfvorgang bekommen. Und das Wuchten funktioniert ebenso einfach.“



















 Drehen / pdf
Drehen / pdf Modulare Haltersysteme / pdf
Modulare Haltersysteme / pdf Supermini® und Mini / pdf
Supermini® und Mini / pdf Hochhart / pdf
Hochhart / pdf Bohren und Reiben / pdf
Bohren und Reiben / pdf Frässysteme / pdf
Frässysteme / pdf VHM-Fräswerkzeuge / pdf
VHM-Fräswerkzeuge / pdf














